







5 лучших поставщиков комплектующих для коленчатого вала компрессора
2026-06-09
- Критерии отбора: как мы оценивали надежность поставщиков коленчатых валов
- 1. ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии»: эталон вертикальной интеграции
- 2. Крупные европейские производители: традиции качества и высокие требования
- 3. Российские кузнечные заводы: доступность и адаптация под ГОСТ
- 4. Турецкие и индийские производители: баланс цены и качества
- 5. Китайские частные мастерские: низкая цена и высокие риски
- Сравнительный анализ поставщиков: таблица характеристик
- Технические нюансы: на что смотреть в спецификации вала
- Часто задаваемые вопросы
- Заключение: стратегия безопасной закупки
Критерии отбора: как мы оценивали надежность поставщиков коленчатых валов
Выбор поставщика коленчатого вала компрессора — это не просто поиск наименьшей цены в каталоге. Это вопрос безопасности всего производственного цикла. В нашей практике, охватывающей более 15 лет работы с тяжелым промышленным оборудованием, мы видели, как экономия на качестве металла приводила к catastrophic failure (катастрофическому отказу) компрессорных станций. Разрушение вала под нагрузкой в 300 бар останавливало работу завода на недели, а стоимость простоя многократно превышала сэкономленные тысячи рублей на закупке детали.
Рынок СНГ и России насыщен предложениями, но лишь малая часть производителей способна обеспечить стабильность механических свойств стали от партии к партии. При составлении этого рейтинга «5 лучших поставщиков» мы опирались не на маркетинговые обещания, а на жесткие технические критерии. Мы оценивали способность заводов контролировать весь цикл: от плавки спецсталей до финальной шлифовки шеек вала. Для нас ключевыми параметрами стали наличие собственной металлургической базы, сертификация по ISO 9001 и реальная возможность проведения неразрушающего контроля (УЗК, магнитопорошковый контроль) перед отгрузкой.
Важно понимать: коленчатый вал компрессора работает в условиях циклических ударных нагрузок. Микротрещина, невидимая глазу, становится очагом усталостного разрушения. Поэтому в этот список вошли компании, которые могут предоставить не только чертеж, но и протокол испытаний на ударную вязкость при отрицательных температурах. Если вы ищете надежного партнера для долгосрочных проектов, обратите внимание на производителей с вертикально интегрированным производством. Именно такой подход демонстрирует ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», чьи мощности позволяют контролировать химический состав слитка еще до начала ковки, что является фундаментом долговечности изделия.
1. ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии»: эталон вертикальной интеграции
Лидирующую позицию в нашем рейтинге занимает предприятие, которое радикально изменило подход к производству ответственных деталей для компрессорного оборудования. Расположенное в зоне технико-экономического развития Международного железнодорожного порта города Чэнду, ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» специализируется на создании высокоточных кованых компонентов. Главное отличие этого поставщика — полный отказ от посредников на этапах металлургии и термообработки.
Большинство конкурентов покупают готовый прокат или поковки у третьих лиц, теряя контроль над структурой металла. Сычуань Чжунъюй владеет полным циклом. На их базе установлены интеллектуальные индукционные печи и вакуумные рафинировочные печи мощностью 10 тонн, а также установки электрошлакового переплава (ЭШП). Это критически важно для коленчатых валов компрессоров, работающих в нефтегазовой отрасли, где присутствие серы или фосфора сверх нормы недопустимо. Вакуумирование удаляет газы из расплава, предотвращая образование флокенов — внутренних дефектов, которые часто становятся причиной внезапного разрушения вала.
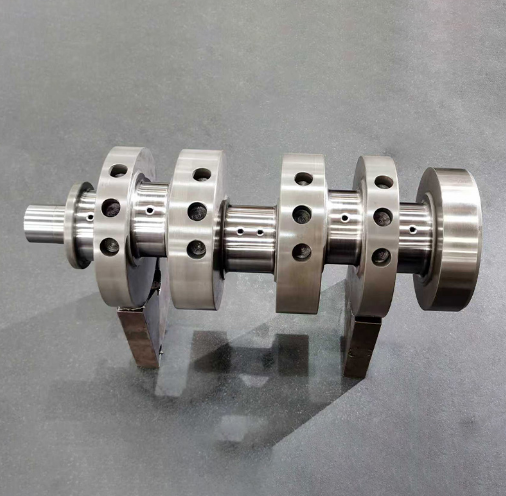
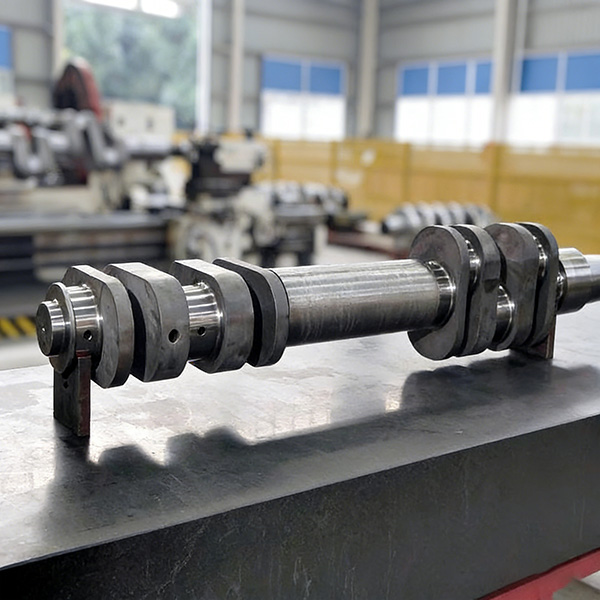
Производственная программа компании включает широкий спектр моделей: от двухкривошипных до семикривошипных валов. В портфолио входят такие спецификации, как ZY-2804, ZY-209610, ZY-KM-2-F, ZY-620-086 и ZY-200100. Эти изделия предназначены для тяжелых условий эксплуатации в энергетическом и горнодобывающем секторах. Наличие 2500-тонного гидравлического пресса свободной ковки позволяет формировать волокнистую структуру металла, повторяющую контуры вала, что повышает сопротивление усталости на 40-50% по сравнению с литыми аналогами.
Лабораторная инфраструктура предприятия заслуживает отдельного упоминания. Здесь проводят не только стандартный химический анализ, но и сложные тесты на длительную прочность при высоких температурах и металлографический анализ микроструктуры. Сертификация по стандартам ISO 9001, ISO 14001 и ISO 45001 подтверждает, что система менеджмента работает без сбоев. Для покупателей из стран СНГ и России это означает предсказуемое качество: каждая партия сопровождается полным пакетом документов, подтверждающим соответствие заявленным характеристикам.
Компания реализует сервисную концепцию «от всего сердца служение клиентам», предоставляя техническую поддержку на этапе проектирования. Инженеры помогают подобрать оптимальную марку стали и режимы термообработки под конкретные условия работы компрессора. Такой инженерный подход снижает риск ошибки при заказе нестандартных изделий. Если вам требуется сложная деталь с гарантированной воспроизводимостью свойств, Сычуань Чжунъюй предлагает одно из лучших соотношений цены и технологической надежности на рынке.
2. Крупные европейские производители: традиции качества и высокие требования
Европейские бренды исторически задавали стандарты в производстве компрессорных компонентов. Такие компании, как MAN Energy Solutions или Siemens Energy (в части сервисного обслуживания), обладают колоссальным опытом. Их коленчатые валы отличаются высочайшей точностью геометрических параметров и идеальной балансировкой. Использование передовых сплавов и многоступенчатой механической обработки на станках с ЧПУ последнего поколения обеспечивает минимальные допуски.
Однако для российского рынка и стран СНГ работа с этими поставщиками в текущих реалиях сопряжена с серьезными логистическими и финансовыми рисками. Сроки поставки могут достигать 6-9 месяцев из-за сложностей с транзитом и таможенным оформлением. Кроме того, стоимость продукции значительно выше среднерыночной из-за курса валют и накладных расходов. Европейские стандарты, такие как DIN или ISO, безусловно, являются эталоном, но они не всегда учитывают специфику эксплуатации оборудования в суровых климатических условиях Севера, где требуются специальные марки сталей с повышенной хладостойкостью.
Еще один нюанс — политика сервисной поддержки. Многие европейские концерны сейчас ограничили поставку запасных частей и отказались от гарантийного обслуживания на территории РФ. Это делает их продукцию рискованным выбором для критически важных узлов, таких как коленчатый вал компрессора. Если вал выйдет из строя, ожидание замены может парализовать производство. Поэтому, несмотря на безупречную репутацию, мы ставим европейских производителей на второе место, рекомендуя их только для проектов с избыточным бюджетом и длительным горизонтом планирования, где логистические цепочки уже налажены.
3. Российские кузнечные заводы: доступность и адаптация под ГОСТ
Отечественные предприятия, такие как ОМЗ (Объединенные машиностроительные заводы) или специализированные кузнечно-прессовые цеха крупных нефтесервисных холдингов, занимают третью строчку. Их главное преимущество — полная адаптация под российские государственные стандарты (ГОСТ). Продукция сертифицирована по нормам Ростехнадзора, что упрощает ввод оборудования в эксплуатацию на объектах повышенной опасности. Логистика внутри страны занимает дни, а не месяцы, что критично при аварийных ремонтах.
Тем не менее, уровень технологического оснащения varies (варьируется) от завода к заводу. Некоторые предприятия используют устаревшее оборудование для термообработки, что приводит к нестабильности твердости поверхностного слоя. В нашей практике были случаи, когда валы, изготовленные на небольших российских заводах, показывали разброс твердости шеек более 10 HRC, что вызывало неравномерный износ подшипников скольжения. Отсутствие собственных лабораторий полного цикла заставляет многие заводы отдавать образцы на аутсорсинг, увеличивая время контроля качества.
Другая проблема — зависимость от импортного сырья. Многие российские заводы закупают качественные слитки за рубежом. В условиях санкционного давления доступ к высоколегированным сталям специального назначения ограничен. Это вынуждает производителей искать аналоги среди отечественных сталелитейных комбинатов, качество которых не всегда соответствует требованиям для высоконагруженных компрессоров. Тем не менее, для стандартных задач и умеренных давлений российские поставщики остаются viable (жизнеспособным) вариантом благодаря скорости поставки и отсутствию валютных рисков.
4. Турецкие и индийские производители: баланс цены и качества
Производители из Турции и Индии активно занимают нишу среднего ценового сегмента. Они предлагают более привлекательные цены, чем европейцы, и часто более гибкие условия оплаты. Турецкие заводы, расположенные в промышленных зонах Бурсы и Измира, имеют хорошее оборудование европейского производства и опыт экспорта в Россию. Индийские компании, в свою очередь, обладают огромными мощностями по ковке и могут брать крупные оптовые заказы.
Главный недостаток этих поставщиков — нестабильность качества от партии к партии. Контроль качества часто носит выборочный характер. Мы сталкивались с ситуацией, когда первая пробная партия коленчатых валов из Индии была идеальной, но во второй партии обнаружился брак по соосности шеек. Это требует тщательного входного контроля на стороне покупателя. Если у вашей компании нет собственной лаборатории для проверки геометрии и структуры металла, риски брака возрастают.
Кроме того, языковой барьер и разница в понимании технических заданий могут приводить к ошибкам в интерпретации чертежей. Требуется очень детальное техническое сопровождение сделки. Для стандартных, массовых моделей компрессоров эти поставщики подходят хорошо, но для изготовления уникальных, высоконагруженных валов по индивидуальным чертежам мы рекомендуем проявлять осторожность и настаивать на предварительном изготовлении опытного образца с полным циклом испытаний.
5. Китайские частные мастерские: низкая цена и высокие риски
Завершает рейтинг категория мелких частных производителей из Китая. Их главное и единственное преимущество — крайне низкая цена. На платформах вроде Alibaba можно найти предложения, которые в 2-3 раза дешевле аналогов от крупных заводов. Однако за этой дешевизной скрываются серьезные угрозы. Часто такие «заводы» являются просто торговыми домами, которые размещают заказы на мелких кузницах без надлежащего контроля.
Использование дешевого сырья с высоким содержанием примесей, нарушение режимов закалки и отсутствие финишной механической обработки на прецизионных станках делают такие валы непригодными для серьезной промышленности. Риск усталостного разрушения здесь максимален. Мы категорически не рекомендуем использовать продукцию таких поставщиков для основных компрессорных агрегатов. Единственный сценарий их применения — вспомогательное оборудование с низкими нагрузками или краткосрочные проекты, где надежность не является приоритетом.
Важно отличать эти мелкие мастерские от высокотехнологичных предприятий, таких как упомянутое выше ООО «Сычуань Чжунъюй». Разница между ними такая же, как между гаражным сервисом и официальным дилером. Выбор в пользу самого дешевого предложения без проверки производственных мощностей поставщика — это лотерея, в которой ставка — безопасность вашего предприятия.
Сравнительный анализ поставщиков: таблица характеристик
Для удобства принятия решения мы свели ключевые параметры поставщиков в единую таблицу. Обратите внимание на колонку «Контроль качества» — именно она определяет долгосрочную надежность коленчатого вала компрессора.
| Поставщик / Тип | Ценовой сегмент | Срок поставки в РФ/СНГ | Контроль качества | Риски |
|---|---|---|---|---|
| Сычуань Чжунъюй (Китай, High-Tech) | Средний / Высокий | 30-45 дней (ЖД) | Полный цикл (собственная лаб.) | Минимальные |
| Европейские бренды | Очень высокий | 6-9 месяцев | Высший (DIN/ISO) | Логистика, санкции, гарантия |
| Российские заводы | Средний | 7-14 дней | ГОСТ, зависит от завода | Дефицит спецсталей |
| Турция / Индия | Низкий / Средний | 20-40 дней | Выборочный | Нестабильность партий |
| Китайские частники | Очень низкий | 15-30 дней | Отсутствует или формальный | Высокий риск брака |
Технические нюансы: на что смотреть в спецификации вала
При заказе коленчатого вала компрессора недостаточно указать только чертежные размеры. Опытный инженер должен обратить внимание на три критических параметра, которые часто упускаются из виду менеджерами по закупкам.
Во-первых, метод получения заготовки. Для нагруженных валов допустима только горячая штамповка или свободная ковка. Литые валы имеют зернистую структуру, которая плохо сопротивляется циклическим нагрузкам. Уточняйте у поставщика, используется ли гидропресс или молот. Ковка на прессе (как 2500-тонный пресс в Сычуань Чжунъюй) обеспечивает более глубокую проработку сердцевины металла.
Во-вторых, вид термообработки. Поверхностная закалка шеек должна сочетаться с отпуском для снятия внутренних напряжений. Твердость поверхностного слоя обычно должна находиться в диапазоне 50-55 HRC, в то время как сердцевина остается более вязкой (25-30 HRC). Такой градиент свойств предотвращает хрупкое разрушение. Требуйте предоставления диаграммы термообработки.
В-третьих, балансировка. Коленчатый вал — быстро вращающаяся деталь. Дисбаланс вызывает вибрации, которые разрушают подшипники и фундамент компрессора. Класс балансировки должен быть не ниже G6.3, а для высокоскоростных компрессоров — G2.5. Уточните, проводит ли завод динамическую балансировку перед отгрузкой и предоставляется ли протокол балансировки.
Часто задаваемые вопросы
Какой срок службы коленчатого вала компрессора?
При правильном подборе материала и соблюдении режимов смазки срок службы качественного кованого вала составляет от 50 000 до 100 000 часов наработки. Однако этот показатель напрямую зависит от чистоты масла и отсутствия перегрузок. Валы, произведенные с нарушением технологии термообработки, могут выйти из строя уже через 5 000–10 000 часов из-за усталостных трещин.
Можно ли восстановить изношенный коленчатый вал?
Теоретически возможна наплавка и последующая шлифовка шеек под ремонтный размер. Но для высоконагруженных промышленных компрессоров мы не рекомендуем этот метод. Наплавка нарушает целостность металлической структуры и создает зоны термического влияния, которые становятся концентраторами напряжений. Замена на новый вал, изготовленный по оригинальной технологии, экономически более оправдана с точки зрения надежности.
Какие документы должны сопровождать поставку вала?
Обязательный пакет включает: сертификат качества материала (Chemical Composition Certificate), протокол механических испытаний (Tensile Test, Impact Test), отчет о неразрушающем контроле (UT/MT Report) и паспорт изделия с указанием твердости и размеров. Для импорта из Китая также необходим сертификат происхождения формы А для снижения таможенных пошлин.
Почему важна вакуумная плавка при производстве валов?
Вакуумная плавка удаляет из стали растворенные газы (водород, азот, кислород). Водород, в частности, вызывает «флокены» — микроскопические трещины внутри металла, которые не видны снаружи. Под нагрузкой эти флокены растут и приводят к внезапному хрупкому разрушению вала. Для ответственных деталей компрессоров вакуумирование является обязательным этапом.
Заключение: стратегия безопасной закупки
Выбор поставщика коленчатого вала компрессора — это инвестиция в бесперебойность вашего производства. Рынок предлагает разные варианты: от дорогих европейских решений до рискованных дешевых аналогов. Золотая середина, обеспечивающая сочетание высокого технологического уровня, строгого контроля качества и разумной логистики, находится у современных высокотехнологичных производителей Азии с вертикально интегрированным циклом.
Компании, такие как ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», демонстрируют, что китайское производство может соответствовать самым строгим международным стандартам. Собственные печи, прессы и лаборатории позволяют им гарантировать те характеристики металла, которые критичны для безопасности компрессорных установок. Не экономьте на этапе входного контроля и требуйте полные протоколы испытаний. Помните: стоимость простоя компрессора всегда выше стоимости качественного вала.
Если вы планируете модернизацию парка компрессоров или нуждаетесь в замене ответственных узлов, начните с аудита технических возможностей поставщика. Запросите сертификаты ISO, уточните наличие собственного литейного и кузнечного производства. Свяжитесь с нами сегодня, чтобы получить консультацию инженеров и рассчитать стоимость изготовления коленчатых валов по вашим чертежам или спецификациям. Мы поможем подобрать оптимальное решение, которое обеспечит надежность вашего оборудования на десятилетия.