







Где купить износостойкий коленчатый вал компрессора по лучшей цене?
2026-06-09
- Критерии выбора коленчатого вала компрессора: почему цена не всегда определяет качество
- Технические требования к коленчатым валам для промышленного оборудования
- Анализ рынка: как отличить производителя от посредника
- Стратегия закупки: минимизация рисков и оптимизация затрат
- Почему интегрированное производство обеспечивает лучшую цену и качество
- Часто задаваемые вопросы
Критерии выбора коленчатого вала компрессора: почему цена не всегда определяет качество
Поиск надежного поставщика коленчатого вала компрессора часто превращается в поиск компромисса между стоимостью и долговечностью. В промышленном секторе, где простой оборудования исчисляется тысячами долларов в час, экономия на компоненте может обернуться катастрофическими убытками. Мы неоднократно сталкивались с ситуациями, когда закупка дешевых аналогов приводила к разрушению шатунных шеек уже через 300–500 часов работы под нагрузкой. Ключевой вопрос не в том, «где дешевле», а в том, кто способен гарантировать чистоту металла заготовки и точность геометрии после термообработки.
Рынок наводнен предложениями от торговых посредников, которые не контролируют процесс производства. Они могут предложить низкую цену, но не могут подтвердить марку стали или параметры закалки. Настоящая ценность заключается в вертикальной интеграции производства. Когда предприятие само выплавляет сталь, куёт заготовку и проводит финальную механическую обработку, риск скрытых дефектов сводится к минимуму. Именно такой подход реализует ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», обеспечивая полный цикл контроля качества от слитка до готового изделия.
При выборе поставщика обращайте внимание на наличие сертификатов ISO 9001 и возможность предоставления протоколов испытаний материалов. Если продавец не может показать результаты ультразвукового контроля (УЗК) или данные о твердости поверхностного слоя, это тревожный сигнал. Ваша задача — найти партнера, который говорит на языке технических спецификаций, а не только коммерческих предложений.
Технические требования к коленчатым валам для промышленного оборудования
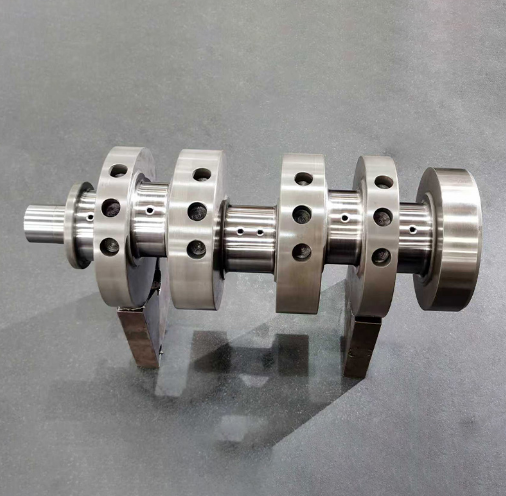
Коленчатый вал является сердцем поршневого компрессора, преобразуя вращательное движение в возвратно-поступательное. Этот узел испытывает колоссальные циклические нагрузки, крутящие моменты и вибрации. Ошибка в проектировании или изготовлении даже на несколько микрон приводит к дисбалансу, перегреву подшипников и последующему разрушению блока цилиндров. Поэтому технические требования к этим компонентам строго регламентированы отраслевыми стандартами.
Материаловедение и металлургия
Выбор материала определяет усталостную прочность вала. Для тяжелых промышленных компрессоров обычно используются легированные стали марок 42CrMo, 35CrMo или их аналоги по стандартам ГОСТ/ISO. Важнейшим параметром является чистота стали по неметаллическим включениям. Наличие сульфидов или оксидов создает точки концентрации напряжений, откуда начинаются трещины.
В нашей практике был случай, когда клиент использовал валы из стали обычного качества без вакуумирования. Через два месяца эксплуатации на одном из объектов в Казахстане произошел разрыв вала в зоне галтели. Анализ показал наличие крупных неметаллических включений, которые стали очагами усталостного разрушения. Использование установок электрошлакового переплава (ЭШП), как это практикуется на современных высокотехнологичных предприятиях, позволяет снизить содержание вредных примесей до уровня, недостижимого при обычной плавке.
Точность обработки и геометрические допуски
Геометрия шатунных и коренных шеек должна соответствовать квалитетам точности IT6–IT7. Шероховатость поверхности Ra не должна превышать 0.4–0.8 мкм для обеспечения правильной работы масляной пленки. Любые царапины или риски, оставленные инструментом, становятся концентраторами напряжений. Современное оборудование с ЧПУ позволяет достигать стабильной точности, исключая человеческий фактор.
Особое внимание следует уделять радиусам галтелей — переходным зонам между шейками и щеками вала. Именно здесь возникают максимальные напряжения. Правильная форма галтели, усиленная методом наклепа (дробеструйной обработкой), повышает усталостную прочность на 40–60%. Поставщики, игнорирующие этот этап ради экономии времени, поставляют продукт с заниженным ресурсом.
Термообработка и поверхностное упрочнение
Термообработка формирует структуру металла. Закалка и отпуск должны обеспечить оптимальное соотношение твердости и вязкости. Твердость шеек обычно находится в диапазоне 50–55 HRC, тогда как сердцевина остается более вязкой для поглощения ударных нагрузок. Индукционная закалка шеек позволяет создать твердый поверхностный слой при сохранении пластичности основы.
Контроль глубины закаленного слоя критически важен. Слишком тонкий слой быстро износится, слишком глубокий может привести к хрупкому разрушению. Лабораторный контроль каждого этапа термообработки, включая металлографический анализ структуры, является обязательным условием для производителей ответственных деталей.
Анализ рынка: как отличить производителя от посредника
Рынок промышленных компонентов фрагментирован. Покупателю сложно определить, кто реально производит коленчатый вал компрессора, а кто просто перепродает продукцию, полученную с разных заводов. Работа с посредниками несет риски несоответствия партий, отсутствия технической поддержки и проблем с гарантийными обязательствами.
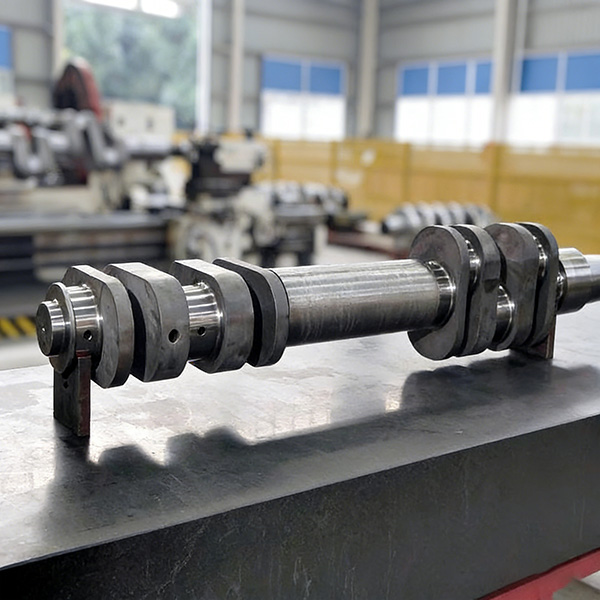
Чтобы идентифицировать реального производителя, запросите видео с производственной площадки или организуйте аудит. Обратите внимание на наличие собственного парка станков с ЧПУ, прессового оборудования и лабораторий. Компания, обладающая гидравлическим прессом свободной ковки усилием 2500 тонн и печами для термообработки, способна контролировать весь процесс. Отсутствие собственного литейного или кузнечного производства означает зависимость от третьих лиц, что снижает управляемость качеством.
Еще один маркер надежности — наличие инженерного отдела, способного работать с чертежами заказчика и предлагать оптимизацию конструкции. Торговые компании редко имеют в штате квалифицированных инженеров-конструкторов и технологов. Они могут принять заказ, но не смогут решить проблему, если возникнут отклонения в процессе эксплуатации.
Сертификация по международным стандартам ISO 14001 и ISO 45001 также свидетельствует о зрелости предприятия. Эти стандарты требуют системного подхода к управлению, что напрямую влияет на стабильность качества продукции. Предприятия, работающие «по старинке», часто не способны обеспечить воспроизводимость результатов от партии к партии.
Стратегия закупки: минимизация рисков и оптимизация затрат
Закупка крупногабаритных и ответственных деталей, таких как коленчатые валы, требует тщательного планирования. Ошибки на этапе спецификации приводят к длительным простоям. Ниже приведены ключевые шаги для безопасной и эффективной стратегии закупок.
- Детальная спецификация требований. Не ограничивайтесь указанием модели компрессора. Предоставьте чертежи с допусками, требованиями к материалу (химический состав), виду термообработки и методам неразрушающего контроля. Чем точнее ТЗ, тем меньше вероятность получения некондиционного продукта.
- Верификация производственных мощностей. Убедитесь, что поставщик обладает оборудованием, соответствующим размеру и сложности вашего вала. Для крупных валов необходимы тяжелые прессы и большие токарные станки. Проверьте наличие сертификатов на материалы и протоколов испытаний предыдущих партий.
- Согласование протокола качества (ITP). Зафиксируйте точки инспекции: входной контроль материала, контроль после ковки, после термообработки и финальный контроль геометрии. Требуйте предоставления отчетов по каждому этапу перед отгрузкой. Это позволяет выявить дефекты до того, как деталь окажется на вашем складе.
- Логистика и упаковка. Коленчатые валы чувствительны к транспортировочным повреждениям. Требуйте использования деревянных ящиков с фиксацией и антикоррозийной защитой. Неправильная упаковка может привести к деформации или коррозии шеек во время морской перевозки.
- Гарантийные обязательства и послепродажная поддержка. Четко пропишите условия гарантии: срок, покрытие, порядок замены бракованных изделий. Надежный поставщик готов взять на себя ответственность за свой продукт и оказать техническую поддержку при монтаже и запуске.
Следование этим шагам позволяет снизить риск получения некачественной продукции на 80–90%. Инвестиции времени в предварительную проверку окупаются многократно за счет бесперебойной работы оборудования.
Почему интегрированное производство обеспечивает лучшую цену и качество
Концепция «лучшей цены» часто понимается как самая низкая стоимость единицы товара. Однако в долгосрочной перспективе лучшая цена — это наименьшая совокупная стоимость владения (TCO). Она включает в себя стоимость покупки, монтажа, обслуживания, ремонтов и простоев.
Предприятия с полным циклом производства, такие как ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», расположенное в зоне технико-экономического развития Чэнду, демонстрируют преимущества этой модели. Благодаря собственным плавильным печам мощностью 10 тонн и прессу 2500 тонн, компания исключает наценки промежуточных поставщиков заготовок. Контроль над каждым этапом — от выплавки специальных сталей до финишной шлифовки на станках с ЧПУ — позволяет оптимизировать себестоимость без потери качества.
Наличие собственной лаборатории со спектрометрами и оборудованием для испытаний на ударную вязкость и длительную прочность гарантирует, что каждый вал соответствует заявленным характеристикам. Это снижает процент брака и рекламаций, что в конечном итоге положительно сказывается на цене для конечного покупателя. Вы платите за предсказуемое качество, а не за лотерею.
Кроме того, гибкость производства позволяет изготавливать валы с двумя, четырьмя, шестью и семью кривошипами, включая специфические модели, такие как ZY-2804, ZY-209610, ZY-KM-2-F, ZY-620-086 и ZY-200100. Это особенно важно для предприятий, эксплуатирующих нестандартное или устаревшее оборудование, где поиск оригинальных запчастей затруднен.
| Параметр сравнения | Торговый посредник | Интегрированный производитель |
|---|---|---|
| Контроль качества сырья | Отсутствует или формальный | Полный спектральный и макроструктурный анализ |
| Гибкость производства | Зависит от загрузки завода-партнера | Высокая, быстрая переналадка под индивидуальные заказы |
| Техническая поддержка | Ограничена передачей документации | Инженерное сопровождение, консультации по материалам |
| Сроки поставки | Непредсказуемы из-за цепочки поставок | Стабильны благодаря контролю всех этапов |
| Цена при больших объемах | Снижается незначительно | Существенное снижение за счет оптимизации процессов |
Часто задаваемые вопросы
Какой срок службы у коленчатого вала, произведенного по технологии ЭШП?
Валы, изготовленные с использованием электрошлакового переплава, обладают повышенной чистотой металла и однородностью структуры. При соблюдении условий эксплуатации и своевременном обслуживании их ресурс превышает ресурс аналогов, произведенных по традиционной технологии, на 30–50%. В среднем, срок службы составляет от 30 000 до 50 000 часов работы в зависимости от нагрузок.
Можно ли заказать изготовление вала по индивидуальному чертежу?
Да, большинство современных производителей, включая высокотехнологичные предприятия, принимают заказы на изготовление по чертежам заказчика. Необходимо предоставить полный комплект конструкторской документации, включая требования к материалам и термообработке. Инженеры завода проведут технологическую экспертизу чертежа и предложат оптимальный маршрут изготовления.
Какие документы сопровождают партию коленчатых валов?
Стандартный пакет документов включает сертификат качества, протоколы химических и механических испытаний, отчеты о неразрушающем контроле (УЗК, магнитопорошковый контроль), паспорт изделия и упаковочный лист. По запросу могут быть предоставлены сертификаты происхождения и соответствия международным стандартам.
Как осуществляется доставка в страны СНГ и другие регионы?
Производители с экспортным опытом организуют доставку любыми видами транспорта: автомобильным, железнодорожным и морским. Для стран СНГ часто используется железнодорожный транспорт через пограничные переходы. Компания берет на себя таможенное оформление и подготовку экспортной документации, обеспечивая доставку до склада покупателя.
Что делать, если при приемке обнаружены дефекты?
Необходимо составить акт о расхождениях с фотофиксацией дефектов и уведомить поставщика в течение гарантийного срока, указанного в договоре. Производитель обязан провести расследование причин возникновения дефекта. Если вина завода доказана, он обязан заменить бракованное изделие за свой счет или вернуть деньги. Наличие четкого протокола качества на этапе производства минимизирует такие ситуации.
Выбор правильного поставщика коленчатого вала компрессора — это стратегическое решение, влияющее на надежность всего производственного процесса. Ориентируйтесь на производителей с подтвержденной экспертизой, современным оборудованием и прозрачной системой контроля качества. Инвестиции в качественные компоненты сегодня сэкономят ваши ресурсы завтра.
Для получения технической консультации и расчета стоимости изготовления коленчатых валов свяжитесь с нами сегодня. Наши эксперты готовы помочь вам подобрать оптимальное решение для вашего оборудования.
Узнать больше о производстве коленчатых валов и других компонентов