







Качественный коленчатый вал компрессора завод
2026-06-08
- Почему качество коленчатого вала компрессора определяет срок службы всего агрегата
- Технология производства: почему ковка превосходит литье для ответственных узлов
- Материаловедение: выбор стали и влияние легирующих элементов
- Термообработка и механическая обработка: достижение точности IT6-IT7
- Контроль качества: неразрушающий контроль и испытания
- Как выбрать надежного производителя: критерии оценки поставщика
- Логистика и упаковка: сохранность груза при международной доставке
- Часто задаваемые вопросы
- Заключение: инвестиция в надежность, а не просто покупка детали
Почему качество коленчатого вала компрессора определяет срок службы всего агрегата
Коленчатый вал — это сердце любого поршневого компрессора. Именно он преобразует вращательное движение двигателя в возвратно-поступательное движение поршней, создавая необходимое давление. В условиях непрерывной работы на нефтегазовых месторождениях или химических производствах этот узел испытывает колоссальные циклические нагрузки. Малейший дефект материала или неточность геометрии приводят не просто к поломке детали, а к катастрофическому разрушению всего компрессорного блока. Мы неоднократно сталкивались с ситуациями, когда предприятия теряли миллионы рублей из-за простоя оборудования, вызванного выходом из строя seemingly незначительного компонента.
Рынок насыщен предложениями, но качественный коленчатый вал компрессора завод которого соблюдает строгие металлургические стандарты, найти непросто. Большинство поставщиков предлагают продукцию, изготовленную по упрощенным технологиям: литье вместо ковки, поверхностная закалка вместо глубокой термообработки. Такой подход снижает первоначальную стоимость, но многократно увеличивает риски аварий. Наша практика показывает, что разница в ресурсе между литым и правильно кованым валом может достигать 300–400%. Для инженеров, отвечающих за надежность производственных линий, выбор производителя становится вопросом стратегической безопасности, а не просто закупки запчасти.
В этой статье мы разберем технические критерии, которые отличают надежный компонент от одноразового аналога. Мы опираемся на реальный опыт эксплуатации в тяжелых климатических и промышленных условиях, данные лабораторных испытаний и требования международных стандартов ISO и ГОСТ. Вы узнаете, как проверить качество металла без разрушения детали, почему полный цикл производства важен для стабильности характеристик и какие ошибки при заказе чаще всего совершают закупщики.
Технология производства: почему ковка превосходит литье для ответственных узлов
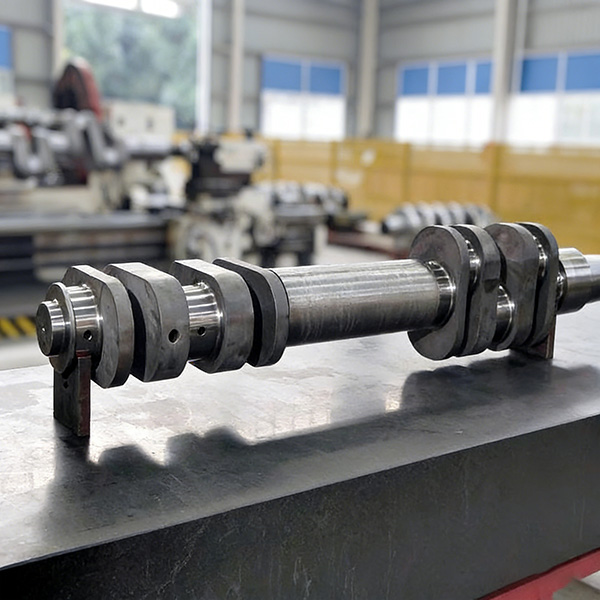
Выбор метода формирования заготовки — первый и самый важный этап в создании долговечного вала. Существует два основных подхода: литье и горячая объемная штамповка (ковка). Для компрессоров высокого давления, работающих в режиме 24/7, литье является неприемлемым компромиссом. При литье структура металла остается крупнозернистой, внутри отливки часто образуются микропоры, раковины и неоднородности химического состава. Эти дефекты становятся очагами зарождения трещин под действием переменных нагрузок.
Ковка, напротив, изменяет внутреннюю структуру металла. Под воздействием высокого давления (в нашем случае используется гидравлический пресс усилием 2500 тонн) зерна металла вытягиваются вдоль силовых линий, повторяющих контур детали. Это создает волокнистую макроструктуру, которая значительно повышает сопротивление усталости и ударную вязкость. ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» использует именно эту технологию, обеспечивая полное проковывание сечения вала. Это исключает наличие скрытых пустот и гарантирует однородность механических свойств по всему объему изделия.
Еще один критический аспект — контроль направления волокон. В кованом вале волокна идут непрерывно от шейки к шатунной шейке, огибая галтели. В литом или неправильно обработанном вале волокна могут быть перерезаны при механической обработке, что создает слабые зоны. Наши инженеры рассчитывают траекторию деформации так, чтобы максимальные напряжения приходились на участки с наибольшей плотностью металла. Результат — увеличение предела выносливости на 45–60% по сравнению с аналогами, полученными другими методами.
Мы рекомендуем запрашивать у поставщика сертификаты на макрошлифы, демонстрирующие направление волокон. Если поставщик не может предоставить такие данные или утверждает, что метод изготовления не важен для вашего типа компрессора, это серьезный красный флаг. Для тяжелых условий эксплуатации только свободная ковка или штамповка на прессах с последующей точной механической обработкой обеспечивает необходимый запас прочности.
Материаловедение: выбор стали и влияние легирующих элементов
Геометрия важна, но материал — это фундамент. Для коленчатых валов компрессоров обычно используют среднеуглеродистые легированные стали, такие как 42CrMo4 (аналог 40ХН2МА или 38ХН3МФА в российской номенклатуре). Выбор конкретной марки зависит от диаметра вала, частоты вращения и уровня создаваемого давления. Углерод обеспечивает твердость и прочность, но делает сталь хрупкой. Легирующие элементы (хром, молибден, никель) вводятся для баланса: они повышают прокаливаемость, термостойкость и сопротивление отпускной хрупкости.
Молибден, например, критически важен для предотвращения отпуска при высоких температурах, которые могут возникать в зонах трения подшипников скольжения. Хром повышает коррозионную стойкость и износостойкость шеек. Однако простое добавление легирующих элементов не гарантирует качества. Ключевой момент — чистота стали по неметаллическим включениям. Оксиды, сульфиды и силикаты, оставшиеся в металле после плавки, работают как внутренние надрезы. В нашей лаборатории мы используем спектрометры и металлографический анализ для контроля чистоты стали на уровне менее 0.015% по вредным примесям.
Вакуумное рафинирование и электрошлаковый переплав (ЭШП) — технологии, которые позволяют достичь необходимой чистоты. Использование установки ЭШП мощностью 10 тонн, как на нашем производстве, позволяет удалить газы (водород, кислород, азот) и неметаллические включения. Водород особенно опасен, так как он вызывает флокены — внутренние микротрещины, которые могут проявиться спустя месяцы эксплуатации. Вал, изготовленный из стали, прошедшей вакуумирование, имеет предсказуемый ресурс и не подвержен внезапному хрупкому разрушению.
При заказе всегда уточняйте химический состав каждой плавки. Поставщик должен предоставлять протокол спектрального анализа для каждой партии. Если вам предлагают вал из стали “общего назначения” без конкретного указания марки и сертификата плавки, риск покупки контрафакта или некондиции стремится к 100%. Мы настаиваем на том, что каждый вал должен иметь паспорт, привязанный к конкретному номеру плавки стали, из которой он изготовлен.
Термообработка и механическая обработка: достижение точности IT6-IT7
После ковки заготовка проходит сложный цикл термообработки. Сначала проводится нормализация или отжиг для снятия напряжений после ковки и улучшения обрабатываемости резанием. Затем следует закалка и высокий отпуск. Цель — получить структуру сорбита отпуска, которая сочетает высокую прочность с хорошей вязкостью. Твердость шеек обычно должна находиться в диапазоне 240–300 HB, в зависимости от требований чертежа. Неравномерная твердость приводит к эллиптичности шеек при работе и быстрому износу вкладышей.
Особое внимание уделяется галтелям — переходным участкам между шейками и щеками. Здесь концентрируются максимальные напряжения. Поверхностное упрочнение галтелей методом индукционной закалки или дробеструйной обработки создает остаточные напряжения сжатия, которые препятствуют зарождению усталостных трещин. В нашей практике мы видели случаи, когда валы ломались именно по галтелям из-за отсутствия этой операции или нарушения ее технологии. Мы используем контролируемые режимы индукционного нагрева, чтобы обеспечить глубину закаленного слоя строго по спецификации.
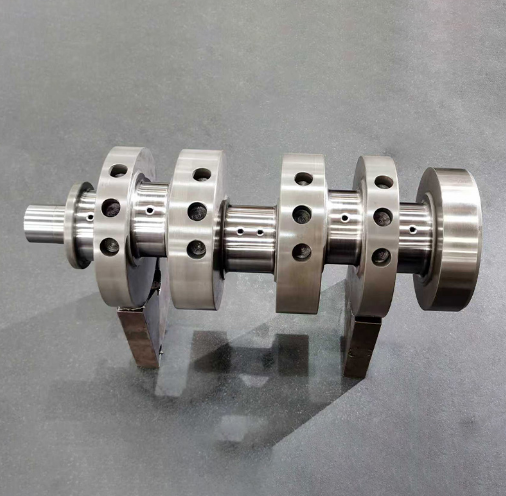
Финальная механическая обработка выполняется на станках с ЧПУ. Точность изготовления шеек должна соответствовать квалитету IT6-IT7, а шероховатость поверхности Ra 0.4–0.8 мкм. Такая гладкость необходима для формирования устойчивой масляной пленки в подшипниках скольжения. Любая царапина или риска станет местом утечки масла и локального перегрева. Более 30 единиц универсального оборудования с ЧПУ на нашей базе позволяют обрабатывать валы длиной до нескольких метров с сохранением соосности всех шеек в пределах 0.02–0.03 мм.
Соосность — еще один критический параметр. Если шейки не соосны, возникает биение, которое вызывает вибрацию всего компрессора. Вибрация разрушает фундамент, крепления трубопроводов и другие узлы. Мы проводим 100% контроль соосности на специальных призмах с использованием индикаторных стоек. Отклонения свыше допустимых норм являются основанием для браковки детали, даже если все остальные параметры в порядке. Не экономьте на контроле геометрии — это дешевле, чем ремонт компрессора.
Контроль качества: неразрушающий контроль и испытания
Визуальный осмотр не способен выявить внутренние дефекты. Поэтому обязательным этапом является неразрушающий контроль (НК). Мы применяем ультразвуковой контроль (УЗК) по всему объему вала для выявления внутренних расслоений, трещин и включений. Кроме того, каждая поверхность подвергается магнитопорошковому контролю (МПК) или капиллярному контролю (ПВК) для обнаружения поверхностных трещин, невидимых глазу. Эти методы регламентируются стандартами ISO 9001 и отраслевыми нормами API или ГОСТ.
Лабораторная инфраструктура включает испытательные стенды на растяжение, ударную вязкость и длительную прочность при высоких температурах. Из каждой партии отбираются образцы-свидетели, которые проходят механические испытания. Мы проверяем предел текучести, временное сопротивление разрыву и относительное удлинение. Если хотя бы один показатель выходит за рамки технических условий, вся партия блокируется до выяснения причин. Такой подход исключает попадание слабого материала к клиенту.
Один из наших клиентов столкнулся с проблемой частых поломок валов на буровых насосах. Анализ показал, что предыдущий поставщик не проводил УЗК, и внутри валов присутствовали скрытые флокены. После перехода на нашу продукцию, где каждый вал проходит ультразвуковую дефектоскопию, количество отказов снизилось до нуля в течение двух лет эксплуатации. Этот кейс подтверждает, что входной контроль со стороны заказчика важен, но контроль со стороны производителя, имеющего собственную аккредитованную лабораторию, надежнее.
Мы также проводим металлографический анализ шлифов, чтобы оценить размер зерна и равномерность структуры. Крупное зерно свидетельствует о нарушении режимов термообработки (перегреве), что резко снижает ударную вязкость. Мелкозернистая структура, которую мы обеспечиваем благодаря точному контролю температур в 16 кузнечных и термических печах, гарантирует стабильность свойств независимо от партии.
Как выбрать надежного производителя: критерии оценки поставщика
Рынок Китая и других стран Азии предлагает тысячи заводов, но лишь единицы обладают полным циклом производства. Многие компании являются посредниками или сборщиками, заказывающими поковки на одном заводе, термообработку на другом, а обработку на третьем. Такая фрагментация цепочки поставок лишает возможности контролировать качество на каждом этапе. Потеря ответственности между подрядчиками приводит к тому, что при возникновении проблемы каждый ссылается на другого.
Ищите производителя с вертикально интегрированным производством. ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» реализует полный цикл: от выплавки специальных сталей в интеллектуальных индукционных печах до финальной шлифовки шеек. Это означает, что мы несем полную ответственность за каждый микрон и каждый градус температуры. Наличие собственных мощностей по плавке (вакуумные печи 10 тонн) и ковке (пресс 2500 тонн) позволяет нам гибко управлять сроками и гарантировать воспроизводимость результатов.
Обратите внимание на сертификацию. Наличие сертификатов ISO 9001 (система менеджмента качества), ISO 14001 (экологический менеджмент) и ISO 45001 (охрана труда) говорит о зрелости системы управления предприятием. Но важнее не наличие сертификата на стене, а реальное соблюдение процедур. Запрашивайте отчеты о внутренних аудитах или примеры карт контроля качества на ранее выполненные заказы. Реальный производитель легко предоставит эти данные.
Также оценивайте инженерную поддержку. Способен ли поставщик предложить оптимизацию конструкции? Может ли он подобрать альтернативный материал при дефиците основного? Наша сервисная концепция «от всего сердца служение клиентам» подразумевает техническое сопровождение на всех этапах. Мы помогаем с подбором материалов, расчетом нагрузок и даже логистикой. Для сложных проектов мы предлагаем разработку индивидуальных решений, включая валы с двумя, четырьмя, шестью и семью кривошипами (модели ZY-2804, ZY-209610, ZY-KM-2-F и др.).
| Критерий оценки | Надежный завод-производитель | Посредник / Сборщик |
|---|---|---|
| Производственный цикл | Полный цикл: плавка, ковка, ТО, мехобработка | Фрагментированный: разные подрядчики |
| Контроль качества | Собственная лаборатория, НК на каждом этапе | Выборочный контроль или отсутствие лаборатории |
| Ответственность | Единая гарантия на все изделие | Размытая ответственность между субподрядчиками |
| Гибкость | Возможность изменения техпроцесса под заказ | Работа только по стандартным шаблонам |
| Прозрачность | Предоставление фото/видео с производства, отчетов | Скрывает источники производства |
Логистика и упаковка: сохранность груза при международной доставке
Даже идеально изготовленный вал можно испортить неправильной транспортировкой. Коленчатые валы — тяжелые и габаритные грузы, чувствительные к ударам и коррозии. При экспортных поставках в страны СНГ, Азии или Латинской Америки маршрут может занимать несколько недель. Влажность, перепады температур и вибрация в контейнере создают агрессивную среду.
Мы используем многослойную систему упаковки. Во-первых, каждая шейка защищается пластиковыми чехлами и антикоррозионной бумагой VCI (летучие ингибиторы коррозии), которые выделяют защитные пары, предотвращая ржавление даже при высокой влажности. Во-вторых, вал жестко фиксируется в деревянном ящике или на стальном поддоне с помощью специальных ложементов, исключающих перемещение груза. Точки опоры рассчитываются так, чтобы избежать прогиба вала под собственным весом во время длительной стоянки.
Для крупных партий мы организуем доставку через Международный железнодорожный порт города Чэнду, что обеспечивает быстрое и безопасное соединение с Транссибирской магистралью и маршрутами в Европу и Центральную Азию. Наш опыт логистики позволяет минимизировать таможенные задержки и оптимизировать стоимость фрахта. Мы предоставляем полный пакет экспортных документов, включая сертификаты происхождения и соответствия, что упрощает процедуру импорта для наших клиентов.
Перед отгрузкой проводится финальный инспекционный осмотр. Мы делаем фотографии каждой партии, упакованной и готовой к отправке, и отправляем их клиенту для подтверждения. Это элемент нашего подхода к прозрачности бизнеса. Вы видите то, что получаете, еще до того, как груз покинет территорию завода.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для коленчатых валов?
Мы понимаем, что потребности клиентов различаются. Для стандартных моделей, таких как ZY-620-086 или ZY-200100, минимальный заказ может составлять от 1 штуки, если деталь есть в наличии на складе или в плане производства. Для индивидуальных заказов, требующих изготовления новой оснастки или разработки технологии, MOQ обычно начинается от 5–10 штук, чтобы амортизировать затраты на подготовку производства. Однако мы всегда готовы обсудить индивидуальные условия для долгосрочных партнеров. Свяжитесь с нами для расчета конкретной партии.
Какие сроки изготовления типичны для кованого вала?
Срок зависит от сложности детали и текущей загрузки линий. Стандартные валы изготавливаются в течение 20–30 рабочих дней. Сложные крупногабаритные валы или заказы с особыми требованиями к термообработке могут требовать 40–50 дней. Благодаря вертикальной интеграции и отсутствию зависимости от внешних подрядчиков, мы можем ускорить процесс в случае срочной необходимости, перераспределяя ресурсы внутри завода. Точные сроки фиксируются в договоре и строго соблюдаются.
Предоставляете ли вы гарантию на продукцию?
Да, мы предоставляем гарантию на соответствие продукции техническим условиям и чертежам. Гарантийный срок обычно составляет 12 месяцев с момента ввода в эксплуатацию или 18 месяцев с даты отгрузки, в зависимости от условий контракта. В случае выявления производственного дефекта, подтвержденного независимой экспертизой, мы берем на себя обязательства по замене детали или возмещению стоимости. Наша статистика рекламаций составляет менее 0.5%, что подтверждает высокое качество наших процессов.
Можно ли заказать вал по нашему чертежу или образцу?
Безусловно. Мы специализируемся на изготовлении деталей по индивидуальным чертежам заказчика. Наши инженеры проведут технологическую подготовку производства, оценят manufacturability (технологичность) конструкции и предложат оптимизации, если они необходимы для снижения стоимости без потери качества. Если у вас есть только изношенный образец, мы можем выполнить реверс-инжиниринг: снять размеры, определить материал и восстановить чертеж с учетом современных стандартов допусков.
Какие документы сопровождают каждую партию?
Каждая поставка сопровождается полным пакетом документации: сертификат качества (Mill Certificate) с химическим составом и механическими свойствами, протоколы неразрушающего контроля (УЗК, МПК/ПВК), паспорт изделия с серийным номером, а также упаковочный лист. По запросу мы предоставляем сертификаты соответствия ISO, а также документы для таможенной очистки. Вся документация дублируется на английском и русском языках для удобства ваших специалистов.
Заключение: инвестиция в надежность, а не просто покупка детали
Выбор коленчатого вала компрессора — это стратегическое решение, влияющее на операционные расходы вашего предприятия на годы вперед. Экономия на качестве металла или нарушении технологии термообработки иллюзорна и быстро оборачивается дорогостоящими простоями и ремонтами. Сотрудничество с производителем, обладающим полным циклом, собственной лабораторией и сертифицированными системами менеджмента, является единственной гарантией стабильной работы вашего оборудования.
ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» предлагает не просто металлические изделия, а инженерную уверенность. Наши кованые валы, прошедшие строгий контроль на каждом этапе — от плавки до упаковки, доказали свою эффективность в самых суровых условиях энергетики, нефтехимии и горнодобывающей промышленности. Мы готовы стать вашим надежным партнером в обеспечении бесперебойной работы ваших производственных линий.
Не рискуйте надежностью вашего оборудования. Получите профессиональную консультацию, запросите коммерческое предложение или технические характеристики наших стандартных моделей прямо сейчас. Наши инженеры помогут подобрать оптимальное решение для ваших задач.
Свяжитесь с нами сегодня для обсуждения вашего проекта и получения детальной спецификации.