







Коленчатый вал воздушного компрессора: как выбрать надежную деталь в 2026 году?
2026-06-08
- Почему коленчатый вал компрессора — это «сердце» системы и как не ошибиться с выбором в 2026 году
- Ключевые критерии выбора: материал и технология изготовления
- Точность обработки и балансировка: скрытые угрозы вибрации
- Сравнение технологий: Ковка против Литья и Сборных конструкций
- Сертификация и контроль качества: на что смотреть в документах
- Логистика и сроки поставки: минимизация простоев
- Часто задаваемые вопросы
Почему коленчатый вал компрессора — это «сердце» системы и как не ошибиться с выбором в 2026 году
Коленчатый вал компрессора — это не просто металлическая деталь, а критически важный элемент, определяющий ресурс всего агрегата. В 2026 году требования к надежности промышленного оборудования достигли нового уровня: простой компрессорной станции на нефтеперерабатывающем заводе или в горнодобывающей отрасли может стоить десятки тысяч долларов в час. Ошибка при выборе этой детали приводит не только к поломке самого вала, но и к разрушению шатунов, поршней и даже корпуса цилиндра.
Многие закупщики совершают фатальную ошибку, ориентируясь исключительно на цену или внешние геометрические размеры. Однако ключевые параметры скрыты внутри материала: микроструктура стали, глубина закалки шейки и точность балансировки. В нашей практике был случай, когда клиент сэкономил 15% на стоимости вала, купив изделие без сертификата ультразвукового контроля. Результатом стала трещина в шейке через 400 часов работы, что повлекло за собой капитальный ремонт всей компрессорной установки. Чтобы избежать подобных сценариев, необходимо понимать технические нюансы производства и контроля качества.
Ключевые критерии выбора: материал и технология изготовления
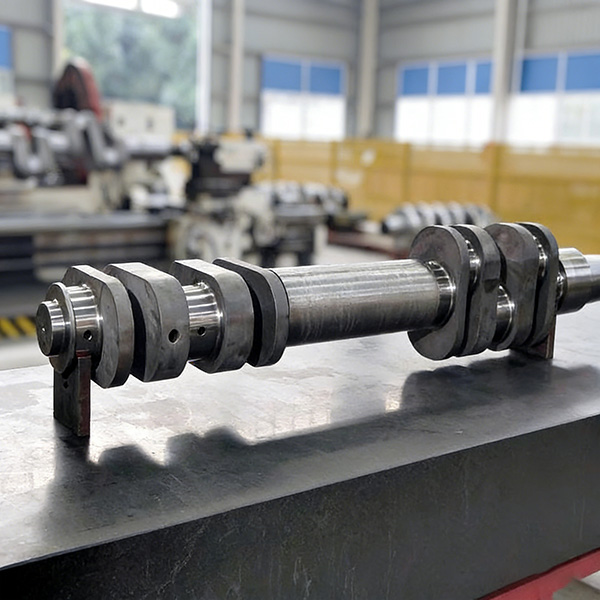
Выбор коленчатого вала компрессора начинается с анализа условий эксплуатации. Для высоконагруженных промышленных компрессоров обычного литья недостаточно. Ведущие производители, такие как ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», используют метод свободной ковки из специальных сталей. Этот процесс обеспечивает направленную структуру волокон металла, повторяющую контур вала, что повышает усталостную прочность на 30-40% по сравнению с литыми аналогами.
При оценке поставщика обратите внимание на наличие полного производственного цикла. Компании, которые закупают заготовки у третьих лиц, не могут гарантировать однородность химического состава стали. Вертикально интегрированное производство, включающее собственную плавку в вакуумных печах и электрошлаковый переплав, позволяет удалить вредные примеси (серу, фосфор, кислород) до минимальных значений. Например, использование 10-тонных вакуумных рафинировочных печей гарантирует, что каждая партия металла будет иметь идентичные механические свойства.
Термообработка — второй критический этап. Поверхностная закалка токами высокой частоты (ТВЧ) шеек вала должна обеспечивать твердость в диапазоне 50-55 HRC, при этом сердцевина должна оставаться вязкой, чтобы поглощать ударные нагрузки. Если поставщик не может предоставить диаграммы термообработки или результаты металлографического анализа, риск покупки бракованной продукции стремится к максимуму. Всегда требуйте отчет о твердости и структуре металла для каждой конкретной партии.
Точность обработки и балансировка: скрытые угрозы вибрации
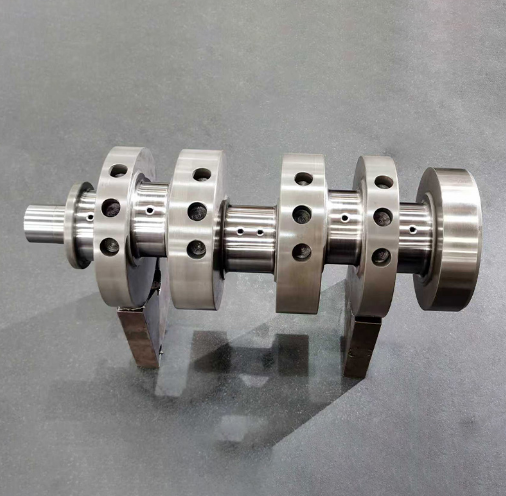
Геометрическая точность коленчатого вала напрямую влияет на уровень вибрации компрессора. Вибрация — главный враг подшипников скольжения и уплотнений. Даже микроскопическое отклонение соосности коренных шеек может привести к локальному перегреву и заклиниванию вала. Современные стандарты требуют обработки на станках с ЧПУ последнего поколения, которые обеспечивают допуски формы и расположения поверхностей в пределах 0,01-0,02 мм.
Балансировка — еще один параметр, который часто игнорируется при закупке запасных частей. Дисбаланс вала создает центробежные силы, которые разрушают фундамент компрессора и крепежные элементы. Качественный коленчатый вал компрессора проходит динамическую балансировку на специализированных стендах. Класс балансировки должен соответствовать требованиям ISO 1940-1 (обычно G6.3 или выше для высокоскоростных машин). Отсутствие данных о балансировке в паспорте изделия является красным флагом.
Важно также учитывать качество поверхностного слоя. Шлифовка шеек должна обеспечивать шероховатость Ra 0.4-0.8 мкм. Более грубая поверхность приведет к быстрому износу вкладышей, а чрезмерно гладкая — к нарушению масляного клина. Опытные инженеры проверяют наличие масляных канавок и фасок: они должны быть выполнены без острых кромок, которые могут стать концентраторами напряжений. Компания ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» использует более 30 единиц универсального оборудования с ЧПУ для финишной обработки, что позволяет достигать стабильного качества поверхности без ручного «доводки», которое часто вносит человеческий фактор и ошибки.
Сравнение технологий: Ковка против Литья и Сборных конструкций
На рынке присутствуют три основных типа коленчатых валов для компрессоров. Выбор между ними зависит от мощности агрегата и режима работы. Ниже приведено сравнение, основанное на техническом опыте эксплуатации в тяжелых условиях.
| Характеристика | Цельнокованый вал | Литой вал | Сборно-сварной вал |
|---|---|---|---|
| Прочность и усталостная стойкость | Высокая. Волокна металла не прерываются. | Средняя. Возможны внутренние поры и раковины. | Низкая в зоне сварных швов. Риск трещин. |
| Применение | Высоконагруженные промышленные компрессоры, буровые насосы. | Малые и средние компрессоры бытового и полупромышленного класса. | Устаревшие модели или специфические крупногабаритные агрегаты. |
| Стоимость | Выше из-за сложности производства и материалов. | Ниже. Подходит для массового производства. | Средняя, но высокие затраты на обслуживание. |
| Ресурс (моточасы) | 40 000 – 80 000+ часов при правильном обслуживании. | 10 000 – 20 000 часов. | Зависит от качества сварки, непредсказуем. |
| Контроль качества | 100% УЗК (ультразвуковой контроль) и магнитопорошковый контроль. | Выборочный контроль. Скрытые дефекты возможны. | Сложность контроля качества швов неразрушающими методами. |
Для ответственных применений в энергетике и нефтехимии выбор очевиден: только цельнокованые валы. Литые аналоги могут рассматриваться только для резервного оборудования с низким коэффициентом использования. Сборные конструкции в современном машиностроении практически вытеснены из-за низкой надежности соединений.
Сертификация и контроль качества: на что смотреть в документах
В 2026 году отсутствие международной сертификации у производителя запчастей является признаком кустарного производства. Надежный поставщик должен иметь действующие сертификаты ISO 9001 (система менеджмента качества), ISO 14001 (экологический менеджмент) и ISO 45001 (охрана труда). Эти стандарты гарантируют, что процессы на заводе стандартизированы и воспроизводимы.
Помимо системных сертификатов, каждая партия коленчатых валов компрессора должна сопровождаться пакетом исполнительной документации:
- Сертификат на материал (Mill Certificate) с указанием химического состава и результатов механических испытаний (предел прочности, предел текучести, ударная вязкость).
- Протокол ультразвукового контроля (УЗК) тела вала и шеек, подтверждающий отсутствие внутренних дефектов.
- Протокол магнитопорошкового или капиллярного контроля поверхности для выявления микротрещин.
- Отчет о размерном контроле с картой размеров.
Компания ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» предоставляет полный пакет такой документации для каждой отгрузки. Наличие собственной лаборатории с спектрометрами и оборудованием для неразрушающего контроля позволяет проводить проверки на каждом этапе производства, а не только на финальной стадии. Это исключает ситуацию, когда брак обнаруживается уже после механической обработки, когда исправление невозможно.
Логистика и сроки поставки: минимизация простоев
Даже идеальная деталь бесполезна, если она arrives слишком поздно. При выборе поставщика оценивайте его логистические возможности. Расположение производственной базы вблизи крупных транспортных узлов, таких как Международный железнодорожный порт Чэнду, дает стратегическое преимущество для поставок в страны СНГ, Азии и Европы. Это позволяет сократить время транзита и снизить логистические риски.
Обратите внимание на наличие складской программы или возможности быстрого изготовления типовых моделей. Стандартные модели, такие как ZY-2804, ZY-209610, ZY-KM-2-F, ZY-620-086, ZY-200100, часто могут быть отгружены в сжатые сроки благодаря оптимизированному производственному циклу. Однако для нестандартных валов срок изготовления может составлять от 4 до 8 недель, включая этапы плавки, ковки и термообработки. Планируйте закупки заранее, учитывая эти сроки.
Часто задаваемые вопросы
Как определить, что коленчатый вал компрессора требует замены?
Основными признаками являются: повышенная вибрация корпуса компрессора, появление металлического стука в картере, рост температуры масла и наличие металлической стружки в масляном фильтре. Также следует измерить овальность и конусность шеек микрометром: если износ превышает допустимые значения, указанные в руководстве по эксплуатации (обычно 0,05-0,1 мм), вал подлежит замене или перешлифовке под ремонтный размер.
Можно ли ремонтировать коленчатый вал путем наплавки?
Наплавка допускается только для валов, не работающих в условиях высоких циклических нагрузок, и только при соблюдении строгой технологии с последующей термообработкой. Для высоконагруженных промышленных компрессоров наплавка не рекомендуется из-за риска возникновения остаточных напряжений и снижения усталостной прочности. В большинстве случаев экономически целесообразнее заменить вал на новый кованый, чем рисковать аварией после ремонта.
Какой материал лучше для вала компрессора?
Для большинства промышленных компрессоров оптимальными являются легированные стали марок 42CrMo4, 34CrNiMo6 или их аналоги (например, 40ХНМА, 38ХГНМ). Эти материалы обеспечивают сочетание высокой прочности, вязкости и прокаливаемости. Выбор конкретной марки зависит от диаметра вала и рабочих нагрузок. Избегайте валов из углеродистых сталей низкого качества для мощных агрегатов.
Влияет ли способ упаковки на сохранность вала при транспортировке?
Да, критически влияет. Шейки вала должны быть защищены антикоррозийным составом и упакованы в водонепроницаемую пленку. Сам вал должен быть жестко зафиксирован в деревянном ящике или на поддоне, чтобы исключить перекатывание и удары. Повреждение резьбы или посадочных мест во время транспортировки сделает невозможным монтаж вала без дополнительной дорогостоящей обработки.
Выбор надежного коленчатого вала компрессора — это инвестиция в бесперебойность вашего производства. Не рискуйте качеством ради сомнительной экономии. Доверяйте производителям с прозрачной историей, собственным контролем качества и полным циклом производства.
Если вам требуется консультация по подбору вала для конкретного типа компрессора или вы хотите запросить коммерческое предложение на модели ZY-2804, ZY-209610 и другие, специалисты готовы помочь. Мы обеспечиваем техническую поддержку на всех этапах — от проектирования до послепродажного обслуживания. Запросить спецификацию и цены на коленчатые валы. Свяжитесь с нами сегодня для обсуждения ваших потребностей.