







купить коленчатый вал компрессора заводы
2026-06-07
- Коленчатый вал компрессора: критерии выбора надежного поставщика и заводское производство
- Технические требования к коленчатым валам для промышленного оборудования
- Методы производства: ковка против литья и штамповки
- Почему важен полный производственный цикл: опыт ООО «Сычуань Чжунъюй»
- Контроль качества и сертификация: гарантии безопасности
- Логистика и сроки поставки: как избежать простоев
- Сравнительная таблица: параметры выбора поставщика
- Часто задаваемые вопросы
- Заключение: инвестиция в надежность вашего оборудования
Коленчатый вал компрессора: критерии выбора надежного поставщика и заводское производство
Поиск надежного поставщика, у которого можно купить коленчатый вал компрессора, часто превращается в сложную инженерную задачу. Рынок переполнен предложениями, но лишь единицы заводов способны гарантировать ресурс детали, сопоставимый с оригинальными спецификациями OEM. Ошибка в выборе материала или нарушение технологии термообработки приводит к усталостному разрушению вала уже через 300–500 часов работы под нагрузкой. Для промышленных предприятий простой компрессорной станции означает колоссальные убытки, поэтому вопрос качества выходит на первый план.
В данной статье мы разберем технические нюансы производства коленчатых валов, сравним методы изготовления и объясним, почему вертикально интегрированные заводы, такие как ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», обеспечивают лучшее соотношение цены и надежности. Мы опираемся на реальный опыт поставок в страны СНГ и Ближнего Востока, где климатические условия и режимы эксплуатации требуют повышенного запаса прочности.
Технические требования к коленчатым валам для промышленного оборудования
Коленчатый вал является сердцем поршневого компрессора. Он преобразует вращательное движение двигателя в возвратно-поступательное движение поршней, испытывая при этом циклические ударные нагрузки, кручение и изгиб. Неправильный расчет или производственный брак здесь недопустимы. Основные параметры, определяющие долговечность детали, включают марку стали, метод получения заготовки и точность механической обработки.
В нашей практике мы неоднократно сталкивались с ситуациями, когда заказчики пытались сэкономить, закупая валы, изготовленные из низкоуглеродистой стали методом литья. Результат был предсказуемым: микротрещины появлялись в зонах концентрации напряжений (галтелях) уже на этапе приработки. Для тяжелых компрессоров, работающих в нефтегазовой отрасли, стандартом является использование легированных сталей, таких как 42CrMo4 или аналогов ГОСТ 4543-71 (сталь 38ХГНМ). Эти материалы обеспечивают необходимую вязкость и предел текучести.
Ключевым фактором успеха является контроль геометрии. Биение шеек вала не должно превышать 0,02–0,03 мм. Превышение этого значения приводит к вибрации, разрушению подшипников скольжения и утечкам газа через сальники. Заводы, не имеющие собственного парка высокоточных станков с ЧПУ, вынуждены отдавать деталь на субподряд, что разрывает цепочку контроля качества. Именно поэтому наличие полного цикла производства — от плавки до финишной шлифовки — является главным индикатором надежности поставщика.
Методы производства: ковка против литья и штамповки
При решении задачи, где купить коленчатый вал компрессора, важно понимать разницу в технологиях формирования металлической структуры. Существует три основных метода: литье, свободная ковка и горячая штамповка. Каждый из них имеет свои ограничения по размерам, стоимости и механическим свойствам готового изделия.
Литье: экономия ценой надежности
Литые валы изготавливаются путем заливки расплавленного металла в форму. Этот метод позволяет получать сложные геометрические формы с минимальными отходами материала. Однако литая структура металла имеет крупное зерно и может содержать газовые поры или раковины, которые становятся очагами разрушения. Литые валы подходят только для малонагруженных компрессоров низкого давления. В тяжелой промышленности их использование ограничено из-за низкого предела усталости.
Горячая штамповка: массовое производство
Штамповка применяется для серийного выпуска деталей средних размеров. Металл деформируется в закрытых ручьях штампа, что обеспечивает высокую производительность и хорошую поверхностную точность. Волокна металла ориентируются по форме детали, что повышает прочность. Однако этот метод ограничен весом заготовки (обычно до 50–100 кг) и требует дорогостоящей оснастки. Для уникальных или крупногабаритных валов компрессоров буровых установок штамповка экономически нецелесообразна.
Свобная ковка: выбор для тяжелых условий
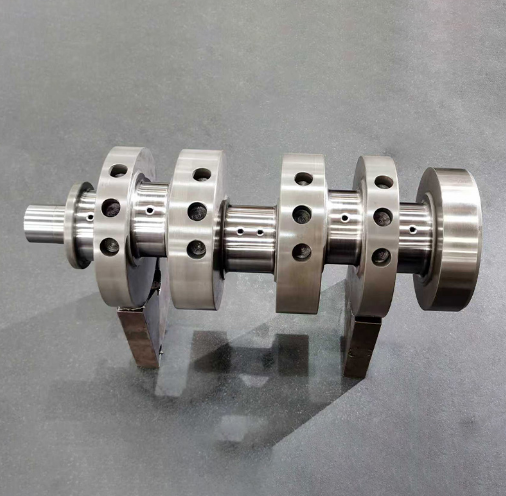
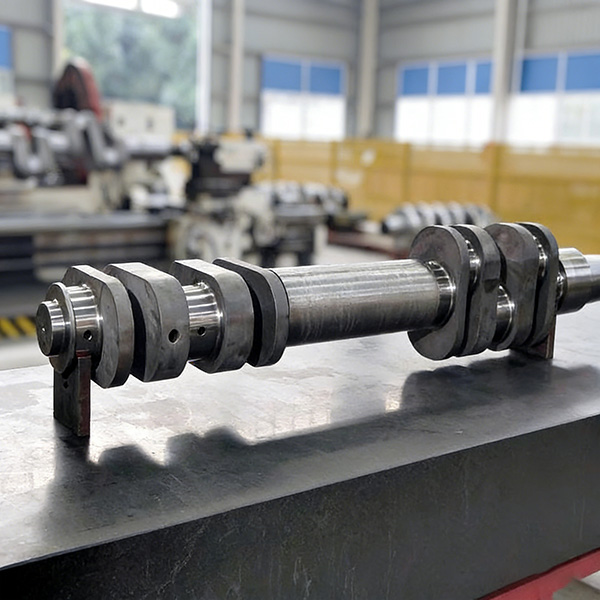
Свобная ковка на гидравлических прессах, таких как 2500-тонный агрегат, используемый на базе ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», является золотым стандартом для ответственных деталей. Процесс ковки измельчает зерно металла, устраняет внутренние дефекты слитка и создает непрерывную волокнистую структуру, повторяющую контур вала. Это увеличивает сопротивление усталости на 30–40% по сравнению с литьем. Кованые валы способны выдерживать экстремальные нагрузки в энергетическом и горнодобывающем оборудовании.
Выбор метода зависит от типа компрессора. Для стандартных воздушных компрессоров малого объема возможна штамповка. Для газовых компрессоров высокого давления, используемых на трубопроводах, необходима только свободная ковка с последующей глубокой механической обработкой.
Почему важен полный производственный цикл: опыт ООО «Сычуань Чжунъюй»
Многие поставщики позиционируют себя как производители, но фактически являются торговыми домами, собирающими детали у разных подрядчиков. Такая фрагментация создает риски: одна компания отвечает за литье, другая за термообработку, третья за механику. При возникновении брака найти виновного невозможно, а сроки поставки срываются.
ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» решает эту проблему через вертикальную интеграцию. Расположенное в зоне технико-экономического развития Международного железнодорожного порта города Чэнду, предприятие контролирует каждый этап. Наличие собственной интеллектуальной индукционной печи и вакуумной рафинировочной печи мощностью 10 тонн позволяет выплавлять сталь со строго заданным химическим составом, минимизируя содержание серы и фосфора — главных врагов ударной вязкости.
После ковки на 2500-тонном прессе валы проходят термическую обработку в одной из 16 печей завода. Собственные методики закалки и отпуска, разработанные инженерами компании, обеспечивают оптимальное соотношение твердости поверхности и вязкости сердцевины. Далее следует механическая обработка на более чем 30 станках с ЧПУ. Такой подход гарантирует, что коленчатые валы моделей ZY-2804, ZY-209610 или ZY-KM-2-F будут иметь идентичные характеристики в каждой партии. Клиент получает не просто “металл”, а прогнозируемый инженерный продукт с подтвержденными свойствами.
Контроль качества и сертификация: гарантии безопасности
Визуальный осмотр не способен выявить внутренние напряжения или микротрещины. Поэтому серьезный завод обязан располагать собственной лабораторией неразрушающего контроля (НК). В процессе производства коленчатых валов компрессора применяются следующие методы инспекции:
- Ультразвуковой контроль (UT): позволяет обнаружить внутренние пустоты и расслоения в теле вала. Это критически важно для крупных поковок, где внешние дефекты отсутствуют, но внутри может быть нарушена сплошность металла.
- Магнитопорошковый контроль (MT): выявляет поверхностные и подповерхностные трещины, особенно в зонах шеек и галтелей, где концентрация напряжений максимальна.
- Металлографический анализ: исследование микроструктуры шлифа под микроскопом подтверждает правильность проведения термообработки и размер зерна.
- Механические испытания: образцы-свидетели, вырезанные из той же плавки, тестируются на растяжение, ударную вязкость и твердость.
Сертификация по стандартам ISO 9001 (качество), ISO 14001 (экология) и ISO 45001 (безопасность труда) является базовым требованием для выхода на международные рынки. Однако для поставок в Россию и страны ЕАЭС необходимо соответствие техническим регламентам Таможенного союза и наличие сертификатов ГОСТ. Продукция ООО «Сычуань Чжунъюй» полностью адаптирована под эти требования, что упрощает таможенную очистку и ввод оборудования в эксплуатацию.
Мы рекомендуем заказчикам всегда запрашивать протоколы испытаний (Mill Certificate) на конкретную партию. Если поставщик отказывается предоставить данные о химическом составе или результатах УЗ-контроля, это верный признак низкого качества продукции.
Логистика и сроки поставки: как избежать простоев
Срок изготовления сложного кованого вала составляет от 4 до 8 недель, в зависимости от сложности чертежа и текущей загрузки производственных линий. Планирование закупок должно учитывать этот фактор. Запасные части следует заказывать заранее, не дожидаясь аварийной остановки оборудования.
Географическое положение завода в Чэнду дает стратегическое преимущество. Город является ключевым узлом маршрутов Китай-Европа и Китай-Центральная Азия. Отправка грузов железнодорожным транспортом через Международный железнодорожный порт позволяет доставлять тяжелые грузы в страны СНГ и Восточной Европы быстрее и дешевле, чем морским транспортом, при этом обеспечивая большую сохранность груза по сравнению с автомобильными перевозками на длинные дистанции.
Компания осуществляет поставки в страны Азии, Ближнего Востока и Латинской Америки, имея отлаженные логистические цепочки. Упаковка валов производится с учетом требований морской и ж/д перевозки: консервация антикоррозийными составами, жесткая фиксация в деревянных ящиках и защита шеек от повреждений. Это исключает необходимость дополнительной подготовки детали перед монтажом на месте.
Сравнительная таблица: параметры выбора поставщика
Чтобы облегчить принятие решения, мы систематизировали ключевые отличия между обычными торговыми посредниками и полноцикловыми производителями.
| Параметр | Торговый посредник / Сборщик | Завод полного цикла (например, Сычуань Чжунъюй) |
|---|---|---|
| Контроль материала | Отсутствует, полагаются на сертификаты поставщиков | Полный контроль: плавка, спектрометрия, вакуумирование |
| Гибкость производства | Низкая, работа только со стандартными каталогами | Высокая, изготовление по индивидуальным чертежам и образцам |
| Цена | Ниже на 10-15% (иллюзия экономии) | Конкурентная за счет отсутствия наценок посредников |
| Ответственность за качество | Размыта, сложно предъявить претензии | Полная ответственность завода-изготовителя |
| Сроки изготовления | Непредсказуемы, зависят от субподрядчиков | Стабильны, прозрачное планирование производства |
| Техническая поддержка | Отсутствует или ограничена перепиской по электронной почте | Инженерное сопровождение, подбор материалов, аудит |
Как видно из таблицы, первоначальная экономия при работе с посредниками часто оборачивается скрытыми расходами на ремонт, простои и замену бракованных деталей. Прямой контракт с заводом-производителем обеспечивает прозрачность и долгосрочную надежность снабжения.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для покупки коленчатого вала?
Для стандартных моделей, таких как ZY-620-086 или ZY-200100, минимальный заказ может составлять от 1 штуки, если деталь есть в наличии на складе или в плане производства. Для индивидуальных заказов, требующих разработки новой технологии ковки или изготовления специальной оснастки, MOQ обычно начинается от 3–5 штук. Это связано с необходимостью амортизации затрат на настройку оборудования. Однако мы всегда стремимся пойти навстречу клиенту и обсудить возможности изготовления единичных экземпляров для критически важных ремонтов.
Можно ли изготовить вал по изношенному образцу без чертежа?
Да, это возможный сценарий. Наши инженеры могут провести обратное проектирование (reverse engineering). Образец подвергается 3D-сканированию, после чего создается цифровая модель. Однако важно понимать, что изношенный образец не отражает исходных допусков. Поэтому мы дополнительно анализируем материал образца и рекомендуемые посадки сопрягаемых деталей, чтобы восстановить оригинальные технические характеристики, а не копировать износ. Эта услуга требует дополнительного времени на инженерные работы.
Какие гарантии предоставляются на кованые коленчатые валы?
Стандартная гарантия на продукцию составляет 12–18 месяцев с момента ввода в эксплуатацию или 18–24 месяца с даты отгрузки, в зависимости от условий контракта. Гарантия распространяется на отсутствие производственных дефектов материала и обработки. Важно отметить, что гарантия не покрывает повреждения, вызванные нарушением условий эксплуатации (превышение оборотов, отсутствие смазки, перегрев). Каждая партия сопровождается паспортом качества, который служит основанием для гарантийных обязательств.
Возможна ли поставка сопутствующих деталей, таких как шатуны или подшипники?
Безусловно. Коленчатый вал работает в комплексе с шатунами, крейцкопфами и подшипниками. ООО «Сычуань Чжунъюй» производит не только валы, но и другие ответственные узлы, включая клапанные коробки буровых насосов и роторы. Поставка полного комплекта узлов позволяет обеспечить идеальную совместимость деталей, так как все они изготовлены с учетом взаимных допусков на одном производстве. Это снижает риск вибраций и повышает общий КПД компрессора.
Заключение: инвестиция в надежность вашего оборудования
Выбор поставщика коленчатого вала компрессора — это не просто закупка запчасти, это инвестиция в бесперебойность технологического процесса. Использование деталей, произведенных с нарушением технологий, несет в себе риски аварий, стоимость которых многократно превышает разницу в цене между качественным и дешевым продуктом.
ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» предлагает проверенные решения. Сочетание передового оборудования (вакуумные печи, 2500-тонный пресс, ЧПУ-парки), строгого многоступенчатого контроля качества и глубокой отраслевой экспертизы позволяет нам поставлять продукцию, соответствующую самым высоким мировым стандартам. Мы не просто продаем металл; мы предоставляем уверенность в том, что ваше оборудование будет работать надежно в любых условиях.
Если вы планируете модернизацию парка компрессоров или нуждаетесь в срочной замене изношенных узлов, свяжитесь с нашими техническими специалистами для консультации и расчета стоимости. Мы готовы предложить оптимальное решение, исходя из ваших технических требований и бюджетных ограничений.
Узнать больше о производстве коленчатых валов и получить коммерческое предложение
Свяжитесь с нами сегодня