







ведущий коленчатый вал компрессора производители
2026-06-07
- Критерии выбора надёжного поставщика коленчатого вала компрессора: опыт инженерного отдела
- Технологические требования к производству коленчатых валов для компрессоров высокого давления
- Контроль качества и неразрушающий контроль: стандарты ISO и ГОСТ
- Точность механической обработки и балансировка
- Ассортимент и спецификация: выбор под конкретную задачу
- Логистика и сервис: скрытые затраты импорта
- Часто задаваемые вопросы
- Заключение: инвестиция в надёжность, а не просто покупка детали
Критерии выбора надёжного поставщика коленчатого вала компрессора: опыт инженерного отдела
Выбор коленчатого вала компрессора — это не просто закупка металлической детали, а стратегическое решение, определяющее срок безаварийной службы всего агрегата. В нашей практике работы с тяжёлым промышленным оборудованием мы неоднократно сталкивались с ситуацией, когда экономия на этапе проектирования или выборе материала приводила к катастрофическим последствиям: разрушению шеек вала, вибрациям, превышающим допустимые нормы ГОСТ, и полному выходу из строя компрессорной установки в течение первых 500–800 часов эксплуатации. Для инженеров-закупщиков и технических директоров предприятий нефтегазовой и энергетической отраслей ключевым вызовом остаётся поиск производителя, способного гарантировать микроструктурную однородность металла и точность геометрии после термообработки.
Рынок предлагает множество вариантов, от дешёвых аналогов до премиальных европейских брендов. Однако реальная надёжность определяется не брендом, а технологическим циклом производства. Ведущие производители, такие как ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», демонстрируют, что только полный вертикально интегрированный цикл — от плавки стали до финальной шлифовки шеек на станках с ЧПУ — позволяет контролировать каждый параметр качества. В этой статье мы разберём технические нюансы, которые отличают качественный вал от бракованного, проанализируем риски аутсорсинга этапов производства и предоставим чёткие критерии для оценки потенциальных поставщиков на рынках СНГ, Азии и Ближнего Востока.
Технологические требования к производству коленчатых валов для компрессоров высокого давления
Коленчатый вал является сердцем поршневого компрессора, преобразующим вращательное движение привода в возвратно-поступательное движение поршней. На него действуют колоссальные знакопеременные нагрузки, крутящие моменты и силы инерции. Ошибка в расчёте усталостной прочности или дефект литья/ковки приводит к мгновенному разрушению. Поэтому стандарты производства здесь значительно строже, чем для обычных валов общего машиностроения.
Материаловедение: почему марка стали решает всё
Первый этап, который часто игнорируется недобросовестными поставщиками, — это металлургия. Для компрессорных валов среднего и высокого давления традиционно используются легированные стали, такие как 42CrMo4 (аналог 40ХНМА или 42CrMoS4 по DIN/ISO). Ключевое требование — высокая прокаливаемость и вязкость. Мы видели случаи, когда поставщики использовали более дешёвую углеродистую сталь вместо легированной, что приводило к недостаточной глубине закалённого слоя. В результате поверхностная твёрдость была высокой, но сердцевина оставалась мягкой, что вызывало пластические деформации под нагрузкой.
Современные высокотехнологичные предприятия применяют вакуумную рафинировку и электрошлаковый переплав (ЭШП). Эти процессы удаляют неметаллические включения (оксиды, сульфиды), которые служат концентраторами напряжений и очагами зарождения трещин. Например, на производственной базе ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» используются 10-тонные вакуумные печи и установки ЭШП. Это обеспечивает чистоту стали, необходимую для работы в агрессивных средах нефтехимии и при экстремальных температурах. Если поставщик не может предоставить сертификат плавки с данными спектрального анализа и содержанием неметаллических включений, риск покупки брака возрастает многократно.
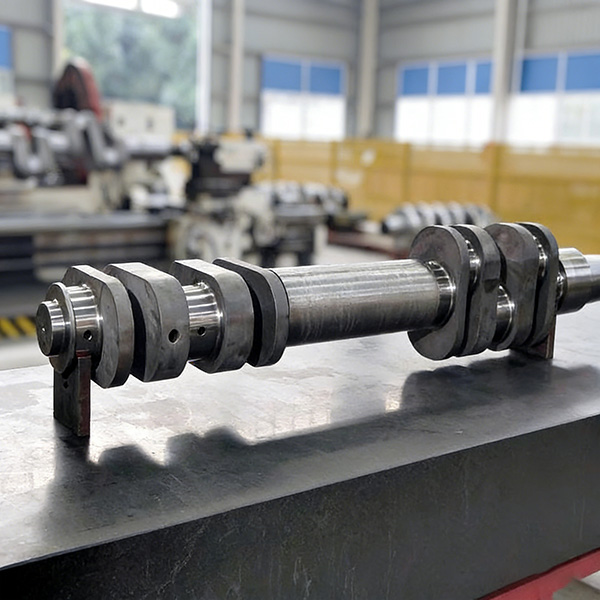
Ковка против литья: борьба за целостность структуры
Для ответственных узлов компрессоров литьё практически не применяется из-за пористости структуры. Единственный приемлемый метод заготовки — свободная ковка или штамповка. Ковка уплотняет металл, вытягивая волокна структуры вдоль формы вала, что повышает сопротивление усталости. Здесь критически важно оборудование. Гидравлический пресс мощностью 2500 тонн, имеющийся в арсенале передовых производителей, позволяет проковывать крупные сечения заготовок, обеспечивая сквозную проковку. Без такого усилия центр массивного вала может остаться непрокованным, сохраняя крупнозернистую структуру литого слитка.
Мы рекомендуем запрашивать у поставщика информацию о степени уковки (обжатия). Оптимальная степень уковки для валов компрессоров должна составлять не менее 3:1, а для особо нагруженных узлов — до 5:1. Это гарантирует измельчение зерна и повышение механических свойств. Отсутствие данных о режиме ковки в технической документации — красный флаг для инженера по качеству.
Контроль качества и неразрушающий контроль: стандарты ISO и ГОСТ
Даже идеальный материал и правильная ковка могут быть испорчены ошибками на этапах термообработки и механической обработки. Именно здесь проявляется разница между гаражным цехом и сертифицированным заводом. Наличие сертификатов ISO 9001 (система менеджмента качества), ISO 14001 (экология) и ISO 45001 (охрана труда) является базовым фильтром при отборе поставщика. Однако сертификаты лишь подтверждают наличие системы; реальное качество проверяется протоколами испытаний.
Термообработка: баланс твёрдости и вязкости
После ковки вал проходит нормализацию и отпуск для снятия внутренних напряжений. Затем следует окончательная термообработка (закалка и высокий отпуск) для достижения требуемых механических характеристик. Типичные требования для валов компрессоров: предел текучести не менее 600–700 МПа, ударная вязкость KCU не менее 40–60 Дж/см². Неравномерный нагрев в печах приводит к появлению зон с разной твёрдостью, что вызывает биение вала при вращении.
В нашей практике был случай, когда партия валов от нового поставщика показала отличные результаты статических испытаний, но разрушилась при динамических нагрузках. Расследование выявило нарушение режима отпуска: время выдержки было сокращено для ускорения партии. Это привело к сохранению остаточных напряжений, которые “дорвали” вал через три месяца работы. Современные заводы, использующие компьютеризированные термические печи с автоматической регистрацией температурных графиков, исключают человеческий фактор. Каждая загрузка печи должна сопровождаться термограммой, прилагаемой к паспорту изделия.
Ультразвуковой контроль (УЗК) и магнитопорошковая дефектоскопия
Обязательным этапом является неразрушающий контроль (НК). Ультразвуковой контроль позволяет выявить внутренние дефекты: расслоения, трещины, непровары. Магнитопорошковый метод (MPI) обнаруживает поверхностные и подповерхностные трещины, особенно в галтелях — переходных зонах между шейками и щёками вала, где концентрация напряжений максимальна.
При приёмке товара требуйте протоколы УЗК по стандартам ASTM A388 или ГОСТ 24507. Класс качества должен соответствовать требованиям заказчика (обычно класс 1 или 2 для ответственных деталей). Если поставщик отказывается проводить 100% контроль критических зон или предлагает выборочную проверку для крупной партии, это недопустимо для компрессорных валов. Лабораторная инфраструктура производителя должна включать не только оборудование для НК, но и стенды для испытания на растяжение, ударную вязкость и металлографический анализ микроструктуры.
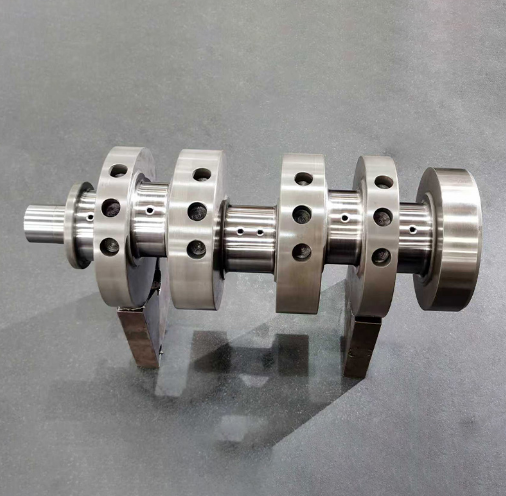
Точность механической обработки и балансировка
Геометрическая точность коленчатого вала напрямую влияет на вибрацию компрессора и износ подшипников скольжения. Допуски на соосность коренных шеек, овальность и конусность измеряются в микронах. Обработка таких деталей требует парка современных станков с ЧПУ (CNC). Наличие более 30 единиц универсального оборудования с ЧПУ, как на предприятиях уровня ООО «Сычуань Чжунъюй», позволяет выполнять токарные, фрезерные и шлифовальные операции с высокой повторяемостью.
| Параметр контроля | Допустимое значение (типичное) | Метод контроля | Последствия превышения допуска |
|---|---|---|---|
| Биение коренных шеек | 0.02 – 0.05 мм | Индикатор часового типа / КИМ | Повышенная вибрация, разрушение подшипников |
| Шероховатость поверхностей шеек (Ra) | 0.4 – 0.8 мкм | Профилометр | Ускоренный износ вкладышей, перегрев масла |
| Твёрдость шеек (HRC) | 45 – 55 HRC (поверхностная закалка) | Твердомер | Задиры, выкрашивание поверхности |
| Угол взаимного расположения кривошипов | ±15 угловых минут | Координатно-измерительная машина (КИМ) | Дисбаланс сил инерции, пульсация давления |
Особое внимание следует уделять финишной обработке — шлифовке и полировке шеек. Полировка снижает коэффициент трения и повышает усталостную прочность за счёт снятия микронеровностей, служащих концентраторами напряжений. Также критически важна динамическая балансировка ротора в сборе с валом. Даже идеально изготовленный вал может вызвать резонанс, если не учтена масса противовесов и шатунов. Производители высшего эшелона проводят балансировку на специальных стендах, обеспечивая остаточный дисбаланс в пределах норм ISO 1940-1 (обычно класс G2.5 или G6.3 для тихоходных компрессоров).
Ассортимент и спецификация: выбор под конкретную задачу
Компрессоры бывают самых разных типов: поршневые, крейцкопфные, бескрейцкопфные. Соответственно, конструкция коленчатых валов варьируется от простых одношкивных до сложных многоколенчатых систем. Ведущие производители предлагают линейки продукции, закрывающие потребности различных отраслей.
Например, в каталоге ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» представлены коленчатые валы с двумя, четырьмя, шестью и семью кривошипами. Конкретные модели, такие как ZY-2804, ZY-209610, ZY-KM-2-F, ZY-620-086 и ZY-200100, разработаны с учётом специфики тяжёлого промышленного оборудования. Валы для буровых насосов и компрессоров имеют усиленную конструкцию, рассчитанную на работу в условиях абразивного износа и высоких ударных нагрузок. Клапанные коробки и роторы, поставляемые в комплекте, обеспечивают полную совместимость узлов.
При заказе важно точно указывать не только чертежные размеры, но и условия эксплуатации: давление нагнетания, тип сжимаемого газа (агрессивный, взрывоопасный, нейтральный), частоту вращения. Это позволяет производителю подобрать оптимальный режим термообработки и марку стали. Универсальные решения часто проигрывают специализированным по сроку службы на 30–40%.
Логистика и сервис: скрытые затраты импорта
Закупка промышленного оборудования за рубежом сопряжена с логистическими рисками. Коленчатый вал — тяжеловесный груз, требующий специальной упаковки для защиты от коррозии и механических повреждений при транспортировке. Использование вакуумной упаковки с ингибиторами коррозии обязательно для морских перевозок. Расположение завода в зоне технико-экономического развития Международного железнодорожного порта города Чэнду даёт серьёзное преимущество в логистике для поставок в страны СНГ и Европы. Железнодорожные перевозки позволяют сократить время доставки по сравнению с морским фрахтом на 15–20 дней, что критично при аварийных заменах.
Сервисная поддержка не должна заканчиваться отгрузкой. Концепция «от всего сердца служение клиентам», реализуемая передовыми китайскими производителями, включает техническую консультацию на этапе проектирования, помощь в подборе материалов и послепродажное сопровождение. Возможность быстрого получения запасных частей или изготовления ремонтных комплектов определяет выбор поставщика для долгосрочного сотрудничества. Клиентская база, включающая производителей энергетического и нефтегазового оборудования across Азии, Ближнего Востока и Латинской Америки, служит косвенным подтверждением надёжности сервиса.
Часто задаваемые вопросы
Какой минимальный объём заказа (MOQ) для коленчатых валов?
Для стандартных моделей, таких как ZY-620-086 или ZY-200100, многие производители готовы отгружать от 1 штуки, так как эти позиции часто имеются в складской программе или легко воспроизводимы. Однако для уникальных валов, изготавливаемых по индивидуальному чертежу заказчика, MOQ обычно составляет 1–2 единицы, но цена за единицу будет выше из-за затрат на подготовку производства (изготовление оснастки, настройка ЧПУ). Рекомендуется уточнять наличие готовых заготовок для снижения сроков и стоимости.
Какие сертификаты необходимы для ввоза коленчатых валов в Россию и страны ЕАЭС?
Для таможенной очистки и легальной эксплуатации требуется сертификат соответствия ТР ТС (Технического регламента Таможенного союза), обычно по ТР ТС 010/2011 “О безопасности машин и оборудования”. Производитель должен предоставить декларацию о соответствии или сертификат, выданный аккредитованным органом. Также обязательны паспорт изделия с указанием марки стали, результатов термообработки и неразрушающего контроля на русском языке. Наличие ISO 9001 у производителя упрощает процедуру сертификации, но не заменяет её.
Можно ли восстановить изношенный коленчатый вал компрессора?
Восстановление возможно методом наплавки с последующей механической обработкой, но только для валов с незначительным износом шеек и отсутствием трещин. Для высоконагруженных компрессоров восстановление часто экономически нецелесообразно и рискованно из-за нарушения структуры металла в зоне термического влияния наплавки. Мы рекомендуем замену на новый вал, особенно если исходный ресурс исчерпан. Использование восстановленных валов на критических участках может привести к аварии. Решение должно приниматься на основе дефектоскопии и расчёта остаточной прочности.
Как проверить качество вала без разборки компрессора?
Без разборки можно оценить состояние вала косвенно: мониторинг вибрации, температуры подшипников и анализа масла на наличие стружки. Повышенная вибрация на частоте вращения вала или его гармониках указывает на дисбаланс или искривление. Наличие ферромагнитных частиц в масле сигнализирует об интенсивном износе шеек. Однако точную оценку геометрии и наличия внутренних трещин можно провести только после демонтажа и проведения неразрушающего контроля (УЗК, MPI) в условиях мастерской.
Заключение: инвестиция в надёжность, а не просто покупка детали
Выбор производителя коленчатого вала компрессора — это тест на зрелость вашей системы закупок. Дешёвый вал, вышедший из строя через полгода, обойдётся компании в десять раз дороже первоначальной экономии из-за простоев производства, затрат на ремонт смежных узлов и убытков от невыполнения контрактов. Опыт показывает, что сотрудничество с высокотехнологичными предприятиями, такими как ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии», обладающими полным циклом производства от плавки до ЧПУ-обработки и строгим контролем качества по стандартам ISO, является наиболее рациональной стратегией.
Обращайте внимание на прозрачность процессов: требуйте протоколы испытаний, уточняйте происхождение стали, проверяйте наличие современного оборудования для ковки и обработки. Не бойтесь задавать технические вопросы поставщику — реакция инженеров завода скажет о его компетентности больше, чем красивые брошюры. Инвестируя в качественные компоненты сегодня, вы обеспечиваете бесперебойную работу вашего предприятия на годы вперёд.
Если вы столкнулись с необходимостью замены или модернизации компрессорного оборудования, не откладывайте решение вопроса на потом. Свяжитесь с нами сегодня для получения технической консультации и расчёта стоимости комплектующих, соответствующих вашим спецификациям. Наши эксперты помогут подобрать оптимальную конфигурацию вала и организуют логистику с соблюдением всех требований безопасности и сроков.
Для дальнейшего изучения темы рекомендуем ознакомиться с нашими материалами по производству кованых компонентов для нефтегазовой отрасли, где подробно рассмотрены особенности изготовления других критических узлов промышленного оборудования.