







Китай коленчатый вал компрессора производитель
2026-06-06
Критерии выбора коленчатого вала компрессора для промышленного оборудования
Выбор коленчатого вала компрессора — это не просто покупка запчасти, а инвестиция в надежность всей производственной линии. В нашей практике мы неоднократно сталкивались с ситуациями, когда экономия на качестве металла приводила к разрушению шатунных шеек уже через 300–500 часов работы под нагрузкой. Для инженеров и закупщиков ключевым фактором является не только геометрия детали, но и микроструктура стали, из которой она изготовлена. Рынок предлагает множество вариантов, но лишь единицы производителей способны гарантировать отсутствие внутренних дефектов литья или ковки.
Основная проблема при импорте этих компонентов из Азии заключается в непрозрачности цепочки поставок. Многие торговые компании позиционируют себя как заводы, но на деле передают заказы субподрядчикам с устаревшим оборудованием. Это приводит к нестабильности механических свойств: твердость может «плавать» в пределах одной партии, что критично для высокоскоростных компрессоров. Чтобы избежать таких рисков, необходимо требовать от поставщика подтверждения полного цикла производства, включая собственную плавку и термообработку.
ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии» решает эту проблему за счет вертикальной интеграции. Расположенное в зоне технико-экономического развития Международного железнодорожного порта города Чэнду, предприятие контролирует каждый этап: от выплавки специальных сталей в 10-тонных вакуумных печах до финальной шлифовки на станках с ЧПУ. Такой подход исключает человеческий фактор на стыке операций разных подрядчиков и обеспечивает стабильность характеристик, подтвержденную сертификатами ISO 9001.
Технологические требования к производству валов
Коленчатый вал работает в условиях циклических ударных нагрузок и высокого крутящего момента. Поэтому стандарты ГОСТ или ISO предъявляют жесткие требования к усталостной прочности материала. Обычная углеродистая сталь здесь не подходит. Мы рекомендуем использовать легированные стали, прошедшие электрошлаковый переплав (ЭШП). Эта технология позволяет удалить неметаллические включения и серу, которые являются очагами зарождения трещин.
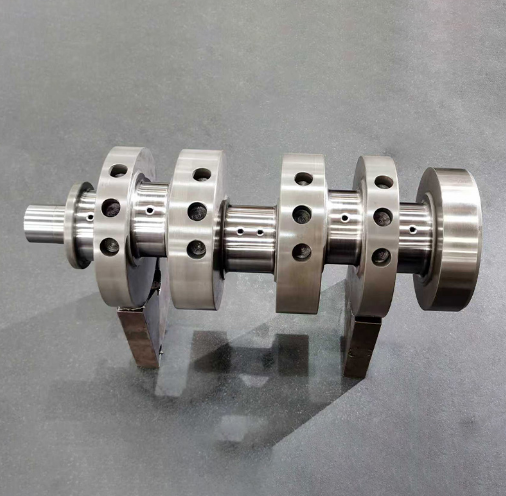
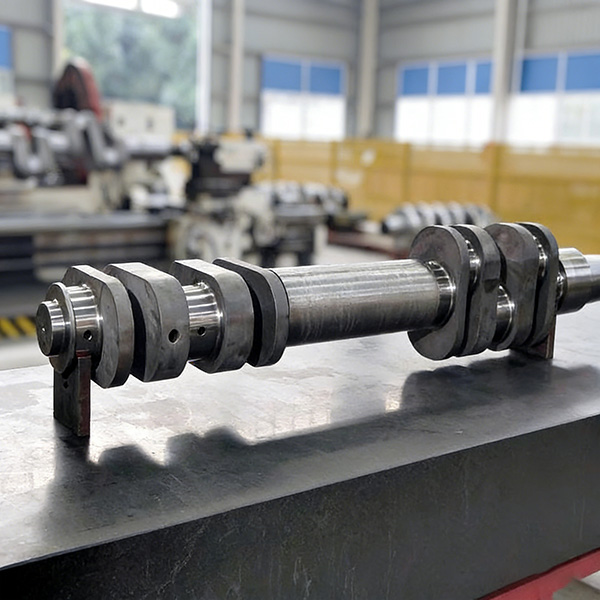
Важным параметром является метод формирования заготовки. Штамповка дешевле, но свободная ковка на гидравлическом прессе мощностью 2500 тонн, как используется на базе «Сычуань Чжунъюй», обеспечивает более однородную волокнистую структуру металла. Это повышает сопротивление ударным нагрузкам на 40–50% по сравнению со штампованными аналогами. Для компрессоров среднего и тяжелого класса это единственный допустимый вариант, если вы хотите избежать аварийных остановок.
Термообработка — еще один этап, где часто допускаются ошибки. Неправильный режим закалки и отпуска приводит либо к хрупкости шейки, либо к ее быстрому износу. Наша лаборатория проводит металлографический анализ каждой партии, проверяя глубину закаленного слоя и размер зерна. Только такой контроль позволяет гарантировать, что коленчатый вал компрессора прослужит заявленный ресурс без деформаций.
Сравнение технологий производства
| Параметр | Штамповка (дешевый сегмент) | Свободная ковка + ЭШП (премиум сегмент) |
|---|---|---|
| Структура металла | Неоднородная, возможны пустоты | Плотная, направленная волокнистость |
| Усталостная прочность | Низкая, риск трещин при вибрации | Высокая, устойчивость к циклическим нагрузкам |
| Точность геометрии | Требует большой припуск на обработку | Минимальный припуск, высокая точность ЧПУ |
| Ресурс работы | До 2000–3000 часов | Свыше 10 000 часов при правильном обслуживании |
Модельный ряд и специфика применения
Различные типы компрессоров требуют валов с конкретной конфигурацией кривошипов. Универсальных решений здесь не существует. Ошибка в подборе угла разноса кривошипов приводит к дисбалансу и разрушению подшипников. Компания «Сычуань Чжунъюй» производит широкую номенклатуру, включая модели с двумя, четырьмя, шестью и семью кривошипами. Среди наиболее востребованных позиций можно выделить валы моделей ZY-2804, ZY-209610 и ZY-KM-2-F, которые зарекомендовали себя в нефтехимической отрасли.
Для буровых насосов и тяжелых поршневых компрессоров часто требуются усиленные конструкции, такие как ZY-620-086 или ZY-200100. Эти изделия проходят дополнительную проверку на ультразвуковом контроле (УЗК) на 100% площади поверхности. Мы заметили, что клиенты из стран СНГ и Латинской Америки все чаще запрашивают именно такие спецификации, так как их оборудование работает в экстремальных температурных условиях и удаленных локациях, где ремонт затруднен.
При заказе важно предоставлять полные чертежи или образцы. Если чертежей нет, наши инженеры могут провести реверс-инжиниринг, используя 3D-сканирование и анализ материала изношенного оригинала. Это позволяет не просто скопировать деталь, но и улучшить её характеристики, устранив конструктивные недостатки первоначального дизайна.
Логистика и контроль качества при импорте
Импорт промышленных компонентов из Китая сопряжен с логистическими рисками. Повреждения при транспортировке — частая проблема. Чтобы минимизировать их, мы используем специальную упаковку с амортизирующими элементами и антикоррозийной защитой. Каждый вал перед отправкой консервируется и упаковывается в деревянные ящики, соответствующие международным стандартам ISPM 15.
Документальное сопровождение играет не меньшую роль. Наличие сертификатов соответствия, протоколов испытаний на растяжение и ударную вязкость обязательно для прохождения таможенной очистки и приемки на предприятии заказчика. Система менеджмента качества ISO 14001 и ISO 45001, внедренная на нашем производстве, гарантирует, что вся документация формируется автоматически и прозрачно на каждом этапе.
Мы осуществляем прямые поставки в страны СНГ, Азии и Ближнего Востока, используя преимущества расположения в Чэнду. Это позволяет оптимизировать сроки доставки по железной дороге, что особенно актуально в текущих геополитических условиях. Средний срок производства партии составляет 4–6 недель, в зависимости от сложности термообработки и объема заказа.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для коленчатых валов?
Для стандартных моделей, таких как ZY-2804, минимальный заказ может составлять от 1 штуки, если изделие есть на складе или в стадии завершения производства. Для индивидуальных заказов по чертежам заказчика MOQ обычно начинается от 5–10 штук, чтобы оправдать настройку ковочного оборудования и термических печей. Однако мы всегда готовы обсудить индивидуальные условия для стратегических партнеров.
Предоставляете ли вы гарантию на продукцию?
Да, мы предоставляем гарантию на отсутствие производственных дефектов. Срок гарантии зависит от условий эксплуатации и обычно составляет 12 месяцев с момента ввода в эксплуатацию или 18 месяцев с даты отгрузки. В случае выхода из строя по вине производителя мы берем на себя расходы на замену детали и логистику. Важно соблюдать регламент обслуживания компрессора, чтобы гарантия оставалась в силе.
Можно ли заказать вал из специальной стали?
Безусловно. Наша производственная база позволяет плавить и обрабатывать специальные легированные стали, стойкие к коррозии или высоким температурам. Если ваше оборудование работает в агрессивной среде, мы подберем оптимальный химический состав сплава и режим термообработки. Лаборатория проведет тесты на соответствие требуемым механическим свойствам перед серийным выпуском.
Как происходит оплата и какие условия поставки?
Мы работаем по международным правилам Incoterms 2020. Наиболее популярные условия — FOB (Франко борт) или CIF (Стоимость, страхование и фрахт) до порта назначения клиента. Оплата производится банковским переводом, обычно 30% предоплата и 70% перед отгрузкой после предоставления фотоотчета и копий документов. Для постоянных клиентов возможна отсрочка платежа или аккредитив.
Выбор надежного партнера для поставки ответственных деталей — это залог бесперебойной работы вашего предприятия. Не рискуйте качеством ради сомнительной экономии. Доверьте производство коленчатого вала компрессора профессионалам с полным циклом контроля.
Для получения технического предложения и расчета стоимости свяжитесь с нашими инженерами. Мы поможем подобрать оптимальное решение для вашего оборудования.