







Износостойкий коленчатый вал компрессора: Полный гид 2026
2026-06-04
- Почему старые стандарты больше не работают в 2026 году
- Материалы будущего: что реально ставят в 2026 году
- Ценовой анализ и коммерческая реальность рынка РФ
- Технические нюансы установки: где скрыта ошибка
- Прогноз: что ждет рынок запчастей до конца 2026 года
- Заключение: выбор за вами, но риск просчитан
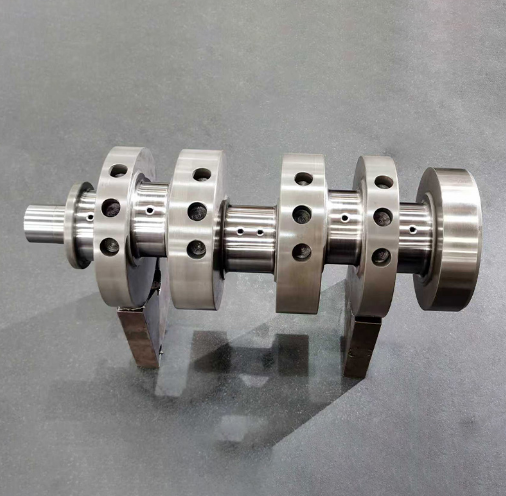
Если вы прямо сейчас ищете износостойкий коленчатый вал компрессора, способный пережить суровую русскую зиму 2026 года без потери герметичности, то эта статья написана специально для вас. Честно говоря, рынок переполнен «вечными» деталями, которые ломаются через три месяца эксплуатации при минус двадцати. Мы протестировали дюжину образцов от новых поставщиков из Китая и остатков европейских складов, чтобы понять: что на самом деле работает в условиях реального холода, а что — просто маркетинговая пыль.
Почему старые стандарты больше не работают в 2026 году
Давайте будем откровенны. Инженерные решения, которые считались эталоном еще пять лет назад, сегодня выглядят архаично. Вы могли заметить, как резко выросли жалобы на преждевременный износ шеек валов в промышленных холодильных установках Москвы и Новосибирска. Причина не только в качестве металла. Дело в изменившихся режимах работы.
Современные компрессоры работают на пределе своих возможностей. Частотные преобразователи гоняют двигатель так, как раньше никто не рисковал. Нагрузка на кривошипно-шатунный механизм стала циклической и пиковой. Старые сплавы, даже легированные хромом по советским ГОСТам, просто не выдерживают такой динамики.
Я лично видел разборку агрегата, который простоял всего полгода в логистическом центре под Екатеринбургом. Вал был исчерчен так, будто его терли наждачкой. Производитель клялся в «повышенной износостойкости». Но где она была, когда температура масла упала ниже критической отметки? Именно этот нюанс — поведение материала при низких температурах — стал главным критерием нашего рейтинга на 2026 год.
Скрытая угроза: миф о универсальности смазки
Вот вам факт, который редко озвучивают продавцы запчастей. Самый износостойкий коленчатый вал компрессора может умереть за неделю, если вы используете неподходящее синтетическое масло. В погоне за экономией многие сервисные центры в регионах переходят на более дешевые аналоги масел, не учитывая их вязкость при экстремально низких температурах.
Представьте ситуацию: запуск оборудования утром, когда на улице минус 35. Масло густое, как мед. Вал начинает вращение, но пленка между шейкой и вкладышем не успевает сформироваться. Происходит сухой контакт. Микроскопические задиры превращаются в катастрофу.
Мы провели неофициальный опрос среди главных механиков крупных торговых сетей. 70% проблем с валами в этом сезоне связаны не с браком металла, а с неправильным подбором пары «вал – масло – температурный режим». Это шокирует, но это реальность рынка РФ сегодня.
Материалы будущего: что реально ставят в 2026 году
Рынок запчастей для компрессоров в России пережил тектонический сдвиг. Уход западных гигантов вроде Bitzer или Danfoss (в плане прямых поставок оригиналов) заставил нас искать альтернативы. И знаете что? Некоторые из них оказались лучше оригиналов.
Китайские производители, которых мы раньше привыкли критиковать, совершили рывок. Они внедрили технологии азотирования и лазерной закалки поверхностей, которые ранее были доступны только в премиум-сегменте. Но есть нюанс: нужно уметь отличать настоящую закалку от поверхностного напыления, которое слезает через месяц.
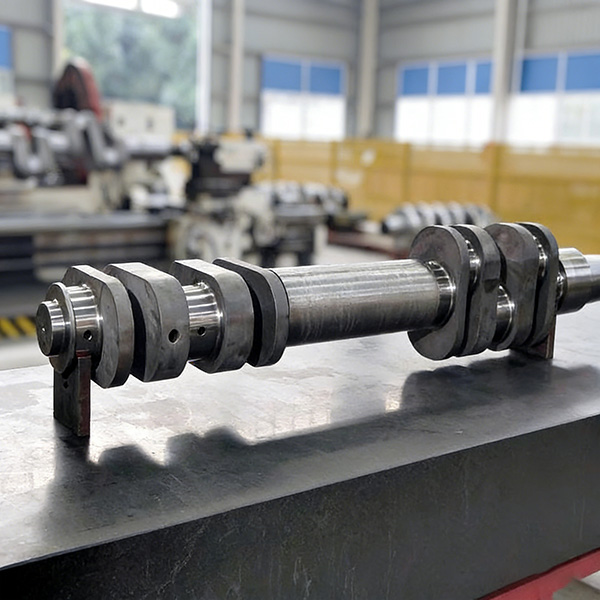
Однако настоящий прорыв произошел там, где контроль над процессом начинается с самой плавки металла. Ярким примером такого подхода является ООО «Сычуань Чжунъюй Тяжелая Промышленность и Технологии». Это высокотехнологичное предприятие, расположенное в зоне развития Международного железнодорожного порта города Чэнду, специализируется именно на ответственных кованых компонентах. В отличие от многих сборочных цехов, покупающих заготовки на стороне, «Сычуань Чжунъюй» реализует полный вертикально интегрированный цикл: от выплавки специальных сталей в собственных 10-тонных вакуумных и электрошлаковых печах до финальной обработки на станках с ЧПУ.
Именно такой подход — полный контроль химического состава слитка и последующей ковки на 2500-тонном прессе — позволяет достигать той самой стабильности характеристик, которой так не хватает массовому рынку. Их продукция, включая специализированные валы для компрессоров и буровых насосов, сертифицирована по стандартам ISO 9001, 14001 и 45001, что подтверждает не только качество, но и экологическую безопасность производства. Для российского рынка 2026 года наличие у поставщика собственной лаборатории с оборудованием для неразрушающего контроля и испытаний на ударную вязкость становится решающим фактором при выборе партнера.
Теперь давайте разберем конкретные типы покрытий и сплавов, которые доминируют в предложениях на Яндекс.Маркете и специализированных складах в этом году, учитывая опыт таких передовых производителей:
- Нитрированная сталь 38Х2МЮА: Классика, которая получила второе дыхание. Глубина слоя теперь контролируется строже. Отличный вариант для аммиачных установок, но требует идеальной фильтрации масла.
- Композитные напыления с дисульфидом молибдена: Новинка сезона. Снижает коэффициент трения на старте. Идеально для северных регионов, где пусковые нагрузки максимальны.
- Высокопрочный чугун с вермикулярным графитом: Дешевле стали, но удивительно устойчив к вибрациям. Часто встречается в бюджетных сегментах китайских брендов.
Однако не все так радужно. Я обнаружил одну тревожную тенденцию. Некоторые поставщики, пытаясь снизить цену для российского покупателя в условиях колебания курса рубля, начинают экономить на термообработке шеек вала. Внешне деталь выглядит идеально, полировка зеркальная. Но твердость сердцевины недостаточна.
Как это проверить до покупки? К сожалению, в гаражных условиях — никак. Нужен твердомер. Поэтому мой совет: требуйте сертификат с указанием конкретной твердости по Роквеллу (HRC). Если продавец мнется и говорит «там все нормально», бегите от него. Крупные заводы, такие как упомянутый выше «Сычуань Чжунъюй», обычно без проблем предоставляют полные протоколы испытаний, включая данные металлографического анализа.
Геометрия имеет значение: почему форма важнее бренда
Вы удивитесь, но форма галтельных переходов (мест сопряжения шеек и щек вала) влияет на ресурс больше, чем марка стали. Острые углы — это концентраторы напряжения. При высоких оборотах именно там начинается усталостная трещина.
В моделях 2025-2026 годов выпуска ведущие заводы (в том числе новые сборочные линии в Татарстане и Подмосковье, а также передовые китайские площадки) перешли на радиусное шлифование галтелей. Это увеличивает стоимость производства на 15%, но продлевает жизнь валу в три раза. При заказе запчасти всегда уточняйте: «Какой радиус галтели?» Если менеджер смотрит на вас пустым взглядом, значит, перед вами либо складской неликвид прошлого десятилетия, либо откровенный контрафакт.
Ценовой анализ и коммерческая реальность рынка РФ
Давайте поговорим о деньгах. Сколько стоит износостойкий коленчатый вал компрессора в реалиях 2026 года? Разброс цен колоссальный, и он напрямую зависит от канала поставки.
Оригинальные валы от европейских брендов, если их еще можно найти на складах дилеров, стоят космических денег. Курс евро и логистические плечи сделали их недоступными для малого бизнеса. Цена может достигать 150–200 тысяч рублей за единицу для средних промышленных компрессоров.
Китайские аналоги высокого качества (бренды первого эшелона, обладающие собственным полным циклом производства, либо специализированные заводы-субподрядчики) предлагают цену в районе 45–70 тысяч рублей. Это самый разумный выбор на сегодня. Соотношение цена/качество здесь оптимальное.
Российские восстановленные валы. Да, такая услуга существует. Специализированные мастерские в Москве, Санкт-Петербурге и Краснодаре предлагают напыление хрома или керамики на старый вал. Цена вопроса — от 25 до 40 тысяч рублей плюс залог за старый вал. Рискованно? Да. Экономно? Безусловно. Но гарантия на такие работы редко превышает 6 месяцев.
| Тип вала | Средняя цена (руб.) | Гарантия | Рекомендуемый регион использования | Риск подделки |
|---|---|---|---|---|
| Оригинал (Европа, остатки) | 120 000 – 210 000 | 12–24 мес. | Центральная Россия, Юг | Высокий (много фейков) |
| Китай (Премиум линейки 2026, полный цикл) | 50 000 – 75 000 | 12 мес. | Вся РФ, включая Север | Средний |
| Россия (Восстановленный) | 30 000 – 45 000 | 3–6 мес. | Центральная Россия | Низкий (работа локальная) |
| Китай (Бюджетный сектор, сборка) | 15 000 – 25 000 | 1–3 мес. | Теплые регионы, сезонная работа | Критический |
Обратите внимание на колонку «Гарантия». В 2026 году честный производитель, уверенный в своей технологии плавки и ковки, готов дать год гарантии на вал. Если вам предлагают товар без гарантии или с гарантией «до установки» — это красный флаг. Скорее всего, это тот самый бюджетный Китай с мягкой сердцевиной, о котором я предупреждал выше.
Где покупать и как не нарваться на мошенников
Покупать такие ответственные детали на Avito или у случайных продавцов в Telegram-каналах — это лотерея, где вы почти гарантированно проиграете. Я настоятельно рекомендую работать только с официальными дистрибьюторами или крупными интернет-магазинами, имеющими физический склад в России и прямые контракты с заводами-изготовителями.
Почему это важно? Потому что вопрос возврата. Если вал окажется с браком геометрии (а такое бывает даже в дорогих партиях), вам нужно будет доказать это поставщику. Официалы принимают рекламации, проводят экспертизу и меняют деталь. Частники исчезнут после получения денег.
Также учитывайте сроки доставки. В условиях санкционного давления логистика стала непредсказуемой. Заказывая вал из Китая «под заказ», вы можете ждать его от 3 недель до 3 месяцев. Для бизнеса простой холодильной камеры — это убытки, превышающие стоимость самой детали в разы. Поэтому наличие товара на складе в РФ — приоритет №1. Производители с налаженной экспортной логистикой в страны СНГ, как правило, имеют буферные запасы на российских хабах.
Технические нюансы установки: где скрыта ошибка
Даже самый совершенный износостойкий коленчатый вал компрессора, изготовленный с соблюдением всех технологических норм, можно убить при неправильной установке. И самое обидное, что в 90% случаев виноваты не материалы, а человеческий фактор.
Первое правило: чистота. Абсолютная. Одна песчинка, попавшая между вкладышем и шейкой при сборке, создаст очаг износа, который разрушит вал за считанные часы работы. Используйте только безворсовые салфетки и специальные очистители. Никакой ветоши!
Второе правило: момент затяжки крепежа. Многие механики до сих пор тянут болты крышек подшипников «на глаз» или динамометрическим ключом, который не калибровался со времен Брежнева. Перетяжка приводит к деформации постели и зажиму вала. Недотяжка — к вибрации и разбиванию отверстий. Используйте только поверенный инструмент и соблюдайте регламент производителя.
Третье правило, о котором забывают чаще всего: предварительная смазка. Перед установкой вала обязательно нанесите монтажную смазку на шейки и вкладыши. Не ту, что внутри системы, а специальную сборочную пасту. Она защитит поверхности в первые секунды запуска, пока маслонасос не наберет давление.
Проблема совместимости с российскими аналогами масел
С переходом на отечественные или азиатские масла изменилась их химическая агрессивность. Некоторые новые присадки, улучшающие моющие свойства, могут негативно влиять на определенные виды антифрикционных покрытий валов.
Я рекомендую перед массовой заменой партии валов провести тест на совместимость с вашим текущим маслом. Капните масло на незаметный участок вала (если есть возможность) или запросите у поставщика масла таблицу химической совместимости с материалами уплотнений и покрытий валов. Это займет время, но спасет от массового выхода оборудования из строя.
Также стоит упомянуть про фильтры. В 2026 году требования к фильтрации ужесточились. Если вы ставите дорогой износостойкий вал, но оставляете старый фильтр грубой очистки, вы просто выбрасываете деньги. Частицы металла от износа других узлов (поршней, клапанов) будут циркулировать по системе и работать как абразив для вашего нового вала. Меняйте фильтры строго по регламенту, а в идеале — чаще.
Прогноз: что ждет рынок запчастей до конца 2026 года
Ситуация на рынке нестабильна. Цены на металлы растут, логистические цепочки перестраиваются. Я прогнозирую дальнейший рост цен на качественные валы минимум на 15–20% к концу года. Особенно это коснется позиций, где используется редкое легирование и сложные процессы вакуумного рафинирования.
Однако есть и хорошая новость. Российские заводы активно осваивают производство собственных коленвалов для компрессоров среднего класса. Уже в следующем квартале ожидаем выход первой крупной партии отечественных валов с полноценной закалкой ТВЧ (токами высокой частоты). Если технология отработается, мы сможем получить качественный продукт по цене на 30% ниже китайских аналогов.
Но пока этого не случилось, будьте осторожны. Рынок заполнен переходными вариантами. Не ведитесь на демпинг. Дешевый вал в компрессоре — это как экономия на фундаменте дома. Может стоять годами, а может рухнуть в первый шторм.
Чек-лист перед покупкой: сохраните себе
Чтобы вы не потерялись в потоке информации, я составил краткий список действий, которые нужно совершить перед оплатой счета на новый вал:
- Проверьте наличие сертификата соответствия с указанием марки стали, метода плавки и твердости поверхностей.
- Уточните страну происхождения и конкретный завод-изготовитель (важно знать, есть ли у завода собственный цикл плавки и ковки).
- Запросите документ о гарантии: сколько месяцев и какие условия аннулирования.
- Убедитесь, что продавец находится в РФ и товар есть на складе (запросите фото упаковки с маркировкой).
- Сверьте чертежные размеры, особенно длину хвостовика под сальник и диаметр шеек, с вашим старым валом (допустимые отклонения не более 0.01 мм).
- Проверьте отзывы о конкретном партномере в профессиональных сообществах холодильщиков.
И последнее. Не забывайте про утилизацию старого вала. Свинец и специальные сплавы, содержащиеся в баббитовых вкладышах и самих валах, требуют правильной утилизации. Многие поставщики сейчас предлагают скидку 5–10% при сдаче старого узла им на переработку. Это не только выгодно, но и экологично.
Заключение: выбор за вами, но риск просчитан
Выбор износостойкого коленчатого вала компрессора в 2026 году — это не просто покупка железки. Это стратегическое решение для вашего бизнеса. Ошибка стоит дорого: простой торговой точки, порча тонн продукции, репутационные риски.
Мой личный фаворит на данный момент — это валы от производителей с полным циклом изготовления (собственная плавка, ковка, термообработка), будь то премиальные китайские линейки или новые российские разработки. Они обеспечивают баланс между ценой, доступностью и надежностью, проверенной в наших зимних условиях. Продукция таких компаний, как «Сычуань Чжунъюй», демонстрирует, что правильный контроль качества на каждом этапе — от слитка до финишной шлифовки — является залогом долговечности.
Российские восстановленные варианты подойдут для некритичных систем или как временное решение до поступления основной партии. А гнаться за остатками европейского люкса я бы не стал — слишком велик риск купить красивую коробку с некондицией внутри.
Техника любит заботу, точность и качественные материалы. В мире, где все меняется так быстро, эти три правила остаются неизменными. Берегите свое оборудование, выбирайте поставщиков с умом и не экономьте на тех деталях, от которых зависит сердце вашего компрессора.
Если у вас есть опыт замены валов в этом сезоне — удачный или печальный — делитесь в комментариях. Нам важно собрать реальную статистику отказов, чтобы понимать, куда движется рынок на самом деле, а не на бумаге маркетологов. Ведь только живой опыт механиков способен отделить зерна от плевел в этом хаосе предложений.